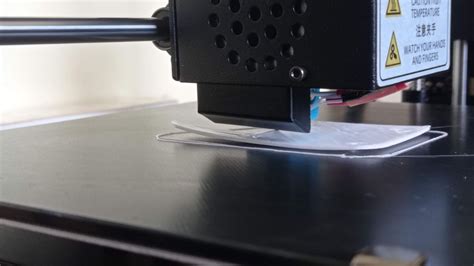
L'impression 3D FDM (Fused Deposition Modeling) repose sur un principe fondamental : chaque couche de filament doit adhérer parfaitement à la précédente ou au plateau d'impression. Une bonne adhérence est cruciale pour la réussite d'une impression. Sans elle, la pièce risque de se décoller, entraînant un échec total, comme on peut le constater sur une impression 3D qui décolle de la surface d'impression. Pour optimiser cette adhérence, les trancheurs offrent plusieurs assistants, chacun avec ses particularités : la jupe, la bordure (ou "brim" en anglais) et le radeau (ou "raft"). Ces éléments sont imprimés avant le modèle lui-même et jouent un rôle essentiel dans le processus.
Comprendre les assistants d'adhérence
La plupart des profils de trancheurs activent un assistant d'adhérence par défaut, qui est imprimé avant la première couche d'une impression. Ces assistants sont conçus pour deux tâches principales. La première est de vérifier que l'extrusion de votre imprimante fonctionne correctement en disposant du filament avant de commencer votre impression. Le deuxième objectif est, dans la plupart des cas, d'aider la première couche à rester attachée à la plaque de construction tout au long de l'impression. Il est donc vital de comprendre leur fonctionnement et de savoir quand utiliser chacun d'eux.

La Jupe : indicateur et amorce de l'extrusion
La jupe est un contour imprimé autour de tous les modèles sur le plateau d'impression, mais sans les toucher. C'est la forme d'assistant d'adhérence la moins intensive en termes de temps d'impression supplémentaire, de consommation de matériau et d'adhérence de la première couche. Elle ne fournit pas réellement d'adhérence directe au lit pour le modèle, car elle n'est pas attachée à la première couche. En effet, sans être directement attaché au reste de la première couche, il n'agrandit pas la surface du modèle qui touche la plaque de construction, n'affectant donc pas l'adhérence du lit d'impression du modèle.
Utilité de la jupe
Malgré le fait qu'elle n'apporte pas d'adhérence directe, la jupe est un outil précieux. Elle aide à établir un débit constant de matière première en amorçant la buse avant le début de l'impression. De plus, elle permet de vérifier l'adhérence de la première couche sur le plateau d'impression et d'indiquer le niveau du lit. Voir la jupe bien sortir indiquera que votre buse n'est pas bouchée ou qu'il n'est pas trop près ou trop loin dans certaines zones du lit où votre imprimante imprimera plus tard votre modèle 3D complet.

Quand utiliser la jupe ?
La jupe est recommandée pour les impressions où vous ne vous attendez pas à ce que l'adhérence du lit soit un problème. Cela inclut les modèles avec une grande surface reposant sur la surface d'impression car ils ne sont pas aussi susceptibles de se déformer ou d'avoir d'autres problèmes d'adhérence. Vous devriez également envisager d'utiliser une jupe lorsque vous êtes préoccupé par la consommation de matériel et le temps d'impression, car elle utilise le moins de filament et prend le moins de temps par rapport aux autres assistants d'adhérence. Il est généralement recommandé de toujours utiliser une jupe (lorsque vous n'utilisez pas de bord ou de radeau) car cela ne coûte presque pas de temps ni de matériel et peut être très bénéfique.
Avantages et inconvénients de la jupe
AVANTAGES
- Moins de consommation de matériaux et de déchets (par rapport aux autres assistants d'adhérence).
- Moins de temps d'impression supplémentaire (par rapport aux autres assistants d'adhésion).
- Indique que la buse est dégagée, que l'extrudeuse fonctionne correctement et que le lit d'impression est de niveau.
- Donne une bonne idée des dimensions de la pièce.
INCONVÉNIENTS
- N'offre aucun support direct d'adhérence au lit.
- Consomme de la matière et produit des déchets (par rapport à l'absence d'assistant d'adhérence).
- Prend du temps (par rapport à aucun assistant d'adhérence).
Paramètres de la jupe dans le trancheur
Dans des trancheurs comme Cura, plusieurs paramètres permettent d'ajuster le comportement de la jupe :
- Nombre de lignes de jupe : Ce paramètre contrôle le nombre des murs qui composent la jupe, c'est-à-dire sa largeur. Plus la valeur est grande, plus la jupe est grande, plus elle consommera de filament et plus elle ajoutera de temps à votre impression. La valeur par défaut de Cura de trois fonctionne très bien, mais vous pouvez la réduire si vous souhaitez conserver davantage le filament. Trois est particulièrement efficace pour confirmer le niveau du lit car il vous donne le temps de régler les boutons et de confirmer vos réglages.
- Distance jupe : Définit la distance entre la ligne la plus interne de la jupe et la ligne la plus externe de la première couche. L'augmentation de cette valeur éloignera la jupe de votre impression, ce qui réduira l'espace utilisable sur votre plaque de construction. La valeur par défaut pour la distance de la jupe est de 10 mm, mais si vous avez une impression plus grande, vous pouvez la diminuer (par exemple 5 mm).
- Longueur minimale de la jupe : Ce paramètre contrôle la longueur que doit avoir la jupe pour être réellement imprimée. Si votre trancheuse calcule une longueur de jupe inférieure à cette valeur, elle ne sera pas imprimée. La longueur minimale par défaut de la jupe de 250 mm fonctionne bien, mais vous pouvez la réduire pour les jupes des modèles plus petits.
Paramétrage IMPRESSION 3D sur CURA Ultimaker slicer TUTORIEL français - Tuto débutant
La Bordure : une aide à l'adhérence directe
La bordure est une structure similaire à la jupe, mais elle touche aux arêtes de la base de la pièce à imprimer. Elle est en une seule couche d'épaisseur, mais en revanche elle est en contact avec la pièce. Elle est aussi plus large en général que la jupe, typiquement autour de 5 lignes (mais ce paramètre est réglable dans le slicer). En augmentant la surface de contact entre la pièce et le plateau, elle renforce donc son adhérence, tout en utilisant relativement peu de matière puisqu'elle est en une seule couche. Les bords se situent au milieu des trois assistants d'adhérence, offrant plus d'adhérence au lit que les jupes mais pas autant que les radeaux.
Utilité de la bordure
Un bord est une couche de haut, plusieurs murs de large et se connecte à la première couche d'une impression. Un bord élargit en fait la surface qui est en contact avec le lit d'impression, aidant à maintenir une impression collée. En plus d'aider à l'adhérence, les bords accomplissent les mêmes choses qu'une jupe : ils vous permettent de vérifier que votre imprimante extrude correctement le filament et que le lit est de niveau dans les zones où votre impression se produira. Rapide à imprimer, elle se sépare facilement de la pièce une fois l'impression complétée.
Quand utiliser la bordure ?
Vous devez utiliser un bord sur les impressions avec lesquelles vous rencontrez des problèmes d'adhérence au lit. Un bord est comme les Goldylocks des assistants d'adhérence, il est souvent considéré comme le meilleur choix global, car il fournit une certaine adhérence au lit tout en maintenant la consommation de matériau et le temps d'impression relativement bas. En tant que tel, nous suggérons d'utiliser un bord pour les modèles qui sont sensibles aux problèmes d'adhérence au lit (par exemple, le gauchissement), tels que les grands modèles à fond plat avec des coins. L'utilisation d'un bord pour ces types d'impressions aidera à les maintenir collées au lit tout en réduisant l'utilisation du filament et les déchets (par rapport à un radeau).
Cependant, étant donné que les bords affectent directement la précision dimensionnelle de la zone de la première couche de votre impression, vous voudrez peut-être éviter de les utiliser lorsque la précision du modèle imprimé est importante. C'est généralement le cas des impressions fonctionnelles conçues pour être assemblées avec d'autres objets. Sur une autre note, vous pouvez également utiliser un bord lorsque vous souhaitez avoir un fond plus joli de votre impression plutôt qu'une texture plus rugueuse comme celle que vous pourriez voir lorsque vous utilisez un radeau. De plus, avec un bord, la couche inférieure de votre modèle correspondra à la texture de votre plaque de construction, donc, si vous imprimez sur un lit en verre, le modèle aura un fond très lisse.
Problèmes courants avec la bordure et solutions
Les lignes de bordure peuvent parfois présenter des anomalies, ne s'imprimant pas à la suite, mais séparées par des vides et dans un ordre qui semble aléatoire. La buse revient ensuite finir la bordure dans les espaces qu'elle avait sauté… c'est très curieux. Si vous relancez le découpage, cela peut donner chaque fois des résultats différents, rendant difficile l'obtention de beaux cercles concentriques allant de l'extérieur vers l'intérieur jusqu'au modèle à imprimer. Ces problèmes peuvent être dus à la version du trancheur (par exemple, Cura 5.1.0 et versions précédentes), et des tests avec d'autres trancheurs pourraient être nécessaires.
Bien que la bordure soit relativement simple à retirer une fois la pièce imprimée, il faudra probablement utiliser un cutter pour retirer tous les restes de bordure et avoir des finitions satisfaisantes. Les bords peuvent nuire à la précision dimensionnelle de la première couche d'une impression. Même lorsque vous faites cela, cependant, le bord aura toujours altéré la précision dimensionnelle de votre modèle imprimé, il vaut donc la peine d'expérimenter différents outils, y compris des pinces coupantes, qui sont souvent utilisées. Le ponçage peut également être utile.
Avantages et inconvénients de la bordure
AVANTAGES
- Consommation de matière et gaspillage modérés (plus qu'une jupe, moins qu'un radeau).
- Temps d'impression modérément supplémentaire (plus qu'une jupe, moins qu'un radeau).
- Fournit une excellente adhérence au lit pour la première couche d'impressions.
- Indique que la buse est dégagée, que l'extrudeuse fonctionne correctement et que le lit d'impression est de niveau.
INCONVÉNIENTS
- Plus de consommation de matière et de déchets qu'une jupe.
- Plus de temps d'impression, par rapport à une jupe.
- Problèmes potentiels avec l'impression du bord (par exemple, chevauchement des lignes de bord).
- Peut altérer la précision dimensionnelle du bas de la pièce et nécessite un post-traitement (cutter, ponçage).
Paramètres de la bordure dans le trancheur
Les paramètres de la bordure sont similaires à ceux de la jupe et peuvent être ajustés dans le trancheur :
- Largeur du bord : Semblable au nombre de lignes de jupe, ce paramètre contrôle la largeur (en millimètres) du bord. Le réglage de la largeur du bord affecte directement le nombre de lignes de bord, un autre paramètre de trancheuse qui mesure la largeur en termes de passages de buse. Plus la largeur du bord est grande, plus votre bord fournira d'adhérence, mais aussi plus il faudra de filament et plus votre impression sera longue. Une largeur de bord de 8 mm fonctionne assez bien pour la plupart des impressions, mais envisagez de l'augmenter si vous rencontrez toujours des problèmes d'adhérence ou pour les modèles plus grands avec des coins, car ceux-ci sont plus susceptibles de se déformer.
- Distance du bord : Cela contrôle la distance entre la ligne la plus interne du bord et le mur le plus externe de la première couche de l'impression. La valeur par défaut de ceci est 0 et nous vous recommandons de conserver ce paramètre car il garantit que le bord s'attache à la première couche de l'impression.
- Longueur minimale du bord : Comme la longueur minimale de la jupe, la longueur minimale du bord est la plus petite distance d'un bord qui peut être reconnue par votre trancheuse et imprimée. Si votre slicer calcule qu'un bord autour de votre modèle tranché sera inférieur à cette valeur, il ne sera pas inclus dans l'impression réelle. Comme pour la longueur minimale de la jupe, la laisser à 250 mm devrait très bien fonctionner.
- Bord uniquement à l'extérieur : Cette fonctionnalité activable contrôle si les structures de bord peuvent être imprimées autour des fonctionnalités internes d'un modèle. La désactivation de ce paramètre garantit qu'une structure de bord n'est imprimée qu'autour du périmètre extérieur d'un modèle. Donc, si vous avez un modèle comme une boîte creuse et ouverte, l'intérieur de la boîte n'aura pas de bord attaché. Pour une meilleure assistance à l'adhérence au lit, nous vous recommandons d'activer ce paramètre.
Vous pouvez activer la bordure uniquement pour certains objets et personnaliser les paramètres de bordure pour chaque objet séparément. Faites un clic droit sur un modèle et sélectionnez Ajouter des réglages - Jupe et bordure. Vous pouvez ensuite choisir les réglages de bordure que vous souhaitez ajuster pour le modèle sélectionné.
Le Radeau : l'adhérence maximale
Le radeau est le troisième type d'assistant d'adhérence et, des trois, c'est le plus intensif en termes d'assistance à l'adhérence, de consommation de matériau et de temps d'impression. L'activation d'un radeau ajoute une base imprimée en 3D sous votre impression réelle. Cette base comporte plusieurs couches de hauteur et sa zone s'étend légèrement au-delà de la zone maximale de la première couche de votre impression.
Utilité du radeau
Le radeau est un treillis sur lequel va reposer le modèle à imprimer plutôt que sur le plateau. Il peut aider à stabiliser un modèle avec une petite surface d'adhésion ou pour créer une base forte sur laquelle seront imprimées les parties supérieures. C'est la méthode qui offre la plus grande adhérence mais aussi qui consomme le plus de matière et de temps. Le plastique adhère mieux au plastique, ce qui est un avantage clé de l'utilisation d'un radeau.
Quand utiliser le radeau ?
Comme cette méthode génère beaucoup de gaspillage, on la réserve à des cas où le risque de décollement est très élevé, par exemple avec une pièce en ABS rectangulaire qui aurait de grandes chances de subir un "warping". Le radeau présente un autre avantage par rapport à la bordure, qui est qu'il se retire très facilement, sans nécessiter du cutter pour les finitions. Il est particulièrement utile pour les matériaux sujets au "warping" ou pour les modèles avec une petite surface de contact avec le plateau.
Avantages et inconvénients du radeau
AVANTAGES
- Fournit la meilleure adhérence au lit d'impression.
- Sépare le modèle du plateau, ce qui peut améliorer la qualité de la première couche du modèle.
- Se retire très facilement, sans nécessiter d'outils pour les finitions.
- Peut aider à stabiliser les modèles avec une petite surface d'adhésion.
INCONVÉNIENTS
- Consommation de matière et gaspillage les plus élevés.
- Temps d'impression supplémentaire le plus long.
- Peut laisser une texture rugueuse sur le fond du modèle.
Facteurs influençant l'adhérence au lit d'impression
Outre l'utilisation de jupes, bordures et radeaux, plusieurs autres facteurs techniques et matériaux influencent directement l'adhérence d'une impression 3D au plateau. Comprendre ces éléments permet d'optimiser davantage les résultats et de minimiser les échecs.
Le matériau du filament
Le choix du filament est le point de départ de la plupart des réglages d'impression. Les thermoplastiques, tels que le PLA et l'ABS, ont des propriétés différentes, notamment leur réaction à la température. Les fabricants de filament fournissent des valeurs typiques pour tous ces réglages, qu'il est crucial de respecter. Par exemple, le PLA est généralement plus facile à imprimer et moins sujet au "warping" que l'ABS.
Le diamètre du filament et de la buse
Il existe deux diamètres standards de filament : 1.75mm et 2.85mm. Il est impératif de se référer à la documentation de l'imprimante pour connaître le diamètre qui conviendra. Le diamètre de la buse (nozzle) influe sur la largeur de la couche déposée. Le diamètre standard est de 0,4mm. Au Fablab, on utilise principalement des buses en laiton de diamètre 0,4mm (ou des buses en acier 0,4mm, identifiables à leur couleur différente).
Le type de plateau d'impression
Les plateaux d'impression varient d'une imprimante à l'autre et peuvent être optimaux selon les usages. Les différents types seront abordés plus en profondeur dans le prochain module. Qu'importe l'imprimante, il est crucial que l'adhésion des pièces à imprimer sur le plateau d'adhésion soit optimale. On trouve des plateaux en verre, en PEI, flexibles magnétiques, etc., chacun ayant ses propres caractéristiques d'adhérence et nécessitant parfois des traitements spécifiques (laque, colle).
La hauteur de couche
C'est elle qui détermine la résolution de votre objet pour une imprimante et une buse donnée. Plus petite sera la hauteur de couche, plus les détails de l'objet seront reproduits finement. Typiquement, on définit la hauteur de couche autour de 0,2mm à 0,3mm. Vous pouvez descendre à 0,1mm si vous avez besoin d'une très bonne définition et monter jusqu'à 0,4mm si la définition n'a pas d'importance. Une première couche trop fine ou trop épaisse peut affecter l'adhérence.
La température de l'extrudeur et du plateau
La température de l'extrudeur est à ajuster selon le matériau à imprimer, puisque tous n'ont pas la même température de transition vitreuse. De façon similaire, tous les matériaux ne nécessitent pas de chauffer le plateau à la même température, certains peuvent même s'imprimer sur des plateaux non-chauffants. Une température de plateau adéquate aide à maintenir le filament chaud et adhérent pendant les premières couches, réduisant le risque de "warping". L'enceinte de l'imprimante peut également jouer un rôle important, en particulier pour des matériaux comme l'ABS qui sont sensibles aux variations de température. Au Fablab on imprime essentiellement deux types de filament : le PLA et l'ABS.
La vitesse d'impression
Parmi les dizaines d'autres réglages possibles, citons enfin la vitesse d'impression. Si vous utilisez les préréglages, vous constaterez probablement que les aides à l'adhérence ou les premières couches de la pièce s'impriment plus lentement que les couches supérieures. Cela va globalement aider à assurer une bonne adhérence et des premières couches fiables. C'est un paramètre qui peut s'ajuster, comme le nombre de couches concernées par cette faible vitesse d'impression. Une vitesse trop élevée pour la première couche peut empêcher le filament d'adhérer correctement.
Les paramètres de rétraction
La rétraction est le fait que le filament soit tiré dans l'extrudeur aux moments où il n'est pas en train d'imprimer. Si la rétraction est désactivée, le filament peut continuer à couler à des moments non souhaités et causer du "stringing". C'est pourquoi elle est activée de façon générale, sauf pour certaines matières comme le TPU. Des réglages de rétraction inappropriés peuvent entraîner des dépôts indésirables ou un manque de matière sur les premières couches.
La ventilation
La tête d'impression est parfois équipée de ventilateurs, dont la puissance peut être ajustée. Ces ventilateurs peuvent jouer un rôle multiple, qui est à la fois de refroidir certaines parties de l'extrudeur (la partie haute) et de refroidir la pièce en train d'être imprimée. Un refroidissement excessif de la première couche peut provoquer un "warping" en raison d'un retrait rapide du matériau.
Le taux de remplissage (infill) et le motif de remplissage
Un objet imprimé avec la technologie FDM n'est pas plein en son centre : cela prendrait énormément de temps à imprimer. Cela dépend de la solidité et de la densité que l'on cherche à obtenir, typiquement 10% pour un objet décoratif, 20 à 30% pour une pièce qui va subir des contraintes mécaniques, 50 à 60% en cas de très fortes contraintes. Bien sûr, plus le remplissage est important, plus la durée de l'impression et la quantité de matière augmentent. Le motif de remplissage peut être des "lignes" (un quadrillage alternant une couche sur deux dans une direction, consomme peu de matière et est adapté pour les impressions rapides), une "grille" (un quadrillage imprimant dans les deux directions à chaque couche) ou "concentrique" (tracé concentrique relativement au périmètre de l'objet). Bien que principalement liés à la solidité interne, un remplissage excessif ou un motif inadapté peut parfois influencer indirectement la stabilité des premières couches.
Le nombre de coques (shells)
Les coques sont les enveloppes extérieures de l'objet. Dans un slicer, on peut définir leur nombre. Pour une couche donnée, disons que le périmètre externe représente la première coque, alors si on indique au slicer qu'on souhaite deux coques, cela signifie que l'imprimante va réaliser deux lignes concentriques de périmètre. Le paramètre par défaut est généralement à deux coques, une coque externe et une coque interne. Si l'on souhaite augmenter ce nombre, par exemple pour améliorer la solidité de l'objet, il faudra néanmoins garder en tête que cela peut affecter le design de l'objet dans certains cas. Visualisez les différentes couches dans le slicer pour vérifier que votre design n'est pas altéré.
Les supports
La notion de supports est un sujet capital en impression FDM. Il n'est pas possible d'imprimer du filament dans le vide, il doit toujours reposer sur une couche inférieure (ou directement sur le plateau en ce qui concerne la toute première couche). C'est pourquoi on a souvent besoin de générer des supports, qui vont servir de structures temporaires pour imprimer les couches qui ne peuvent reposer entièrement sur les couches précédentes. Une fois l'impression terminée, on les retirera à la main ou avec de petites pinces, avec plus ou moins de difficulté ! D'où la volonté d'éviter autant que faire se peut d'avoir à générer des supports, tout simplement en orientant intelligemment sa pièce, ou en anticipant ce problème dans le design.
Heureusement pour nous, le slicer peut générer automatiquement de tels supports. Un paramètre important qu'on peut modifier pour jouer sur ces supports automatiques est l'angle de surplomb maximum. Cela désigne le fait que le slicer ne va générer des supports que pour les parties qui ont une inclinaison supérieure à cet angle limite. Le slicer vous donne aussi la possibilité de choisir entre générer des supports pour toute inclinaison supérieure à cet angle, ou seulement celles qui concernent des zones directement en surplomb au-dessus du plateau.
Phénomènes liés à l'adhérence et la température
Les pièces imprimées avec cette technologie ne reproduisent pas avec une fidélité absolue ce que vous avez pu observer dans le slicer, en particulier elles sont sujettes à un léger rétrécissement (shrinkage). Cela est dû aux variations de température : lorsque le plastique fondu refroidit, il se rétracte. C'est donc un phénomène qui est plus marqué sur les plastiques qui sont portés à une plus haute température. Il faut donc anticiper ce rétrécissement et prévoir une certaine tolérance au niveau des assemblages.
Un autre effet des variations de températures est le "warping" : lorsque les couches inférieures commencent à refroidir, elles se rétractent jusqu'à parfois se décoller du plateau. Par ailleurs, le "warping" est plus susceptible d'advenir si la couche inférieure est très étendue. Plusieurs astuces permettent de réduire les chances de "warping" : augmentation de la température du plateau, réduction du refroidissement par les ventilateurs, ajout d'une bordure pour renforcer l'adhérence, positionnement de petits disques "oreilles de souris" aux coins de la pièce…
Conseil classique mais incontournable : toujours surveiller les premières couches. Beaucoup de problèmes peuvent en effet être identifiés dès ce moment-là (par exemple les problèmes de calibration du niveau du plateau, les soucis d'extrusion…). Une observation attentive des premières couches est le meilleur moyen d'anticiper et de corriger les problèmes d'adhérence avant qu'ils ne ruinent une impression complète.