La méthanisation est un sujet qui prend de plus en plus d'ampleur, notamment dans la filière des grandes cultures et celle de l'énergie. Ce procédé, qui permet de produire du biogaz (gaz et/ou électricité) à partir de matières organiques telles que le fumier, le lisier ou l'ensilage, suscite un intérêt croissant. Pour en comprendre le fonctionnement et l'impact concret, une immersion au cœur d'une exploitation agricole équipée d'un méthaniseur s'avère précieuse.
L'Exemple Concret : Le GAEC Plein Air et l'Initiative de Thomas Grimault
Thomas Grimault, agriculteur dans le Maine et Loire, a rejoint le GAEC Plein Air à Brion en février 2020. L'exploitation, s'étendant sur 205 hectares, se consacre à la reproduction de semences de maïs, à la culture de blé, de maïs, et dispose également de 20 hectares de prairie. Thomas a été l'élément moteur dans l'installation d'un méthaniseur au sein de l'exploitation, un projet qui a d'ailleurs constitué son projet d'installation pour rejoindre l'entreprise. Entre l'idée initiale et la mise en route de l'unité de méthanisation, un an et demi s'est écoulé, témoignant de l'ampleur et de la complexité d'un tel projet.

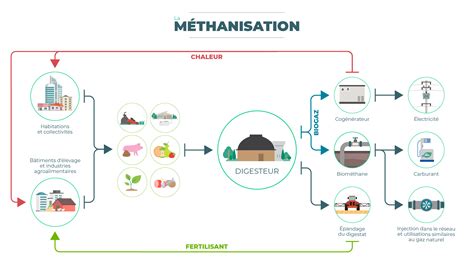
Le fonctionnement est simple sur le papier : le fumier, le lisier et l'ensilage sont déversés dans une petite fosse de mélange. Grâce à une pompe, le liquide est ensuite acheminé vers le méthaniseur, reconnaissable à son dôme vert. À l'intérieur, ces déchets organiques sont stockés dans une cuve cylindrique et hermétique, appelée « digesteur » ou « méthaniseur ». Pour alimenter leur méthaniseur, Thomas et ses associés utilisent le lisier de vaches laitières, du fumier de vaches, du fumier équin et de l'ensilage de maïs, de cive d'été (sorgo, tournesol, moha et trèfle) et de seigle. Le lisier des vaches s'écoule directement depuis le bâtiment jusque dans la fosse. La priorité pour l'ensilage de maïs reste l'alimentation des vaches laitières.
Le Procédé de Méthanisation : Une Digestion Anaérobie
La méthanisation se définit comme une digestion anaérobie, c'est-à-dire sans oxygène, de la matière organique par des bactéries. Ce processus biochimique complexe se déroule dans une cuve appelée digesteur. Toutes les bactéries anaérobies présentes dans le digesteur vont dégrader la matière organique, composée principalement de carbone, d'oxygène et d'hydrogène. Cette décomposition de la matière organique va créer de nombreux produits simples, dont le dioxyde de carbone (CO2) et le méthane (CH4).
Ces gaz sont ensuite séparés et purifiés avant toute valorisation. Le CO2 produit est relâché dans le milieu naturel car il est considéré comme biogénique, c'est-à-dire qu'il est produit par le cycle naturel du carbone. Le méthane, en revanche, est le produit le plus intéressant à valoriser.
Concernant le digestat, il représente la partie solide restante de la matière solide entrante. Ce substrat est riche en azote, potassium, phosphore et autres minéraux. Ces éléments, sous forme simplifiée, sont alors très intéressants à épandre sur les sols agricoles, constituant un amendement de qualité. Il est toutefois prudent de recourir à une analyse de sol et du digestat pour contrôler les apports aux sols et éviter un surdosage.
Les Avantages Économiques et Environnementaux de la Méthanisation
La méthanisation offre de multiples avantages, tant sur le plan économique qu'environnemental. Thomas Grimault et ses associés en sont un parfait exemple :
Autonomie Énergétique et Revenus Complémentaires : Ils produisent l'énergie dont ils ont besoin sur la ferme et fournissent également de l'énergie pour le voisinage aux alentours. De plus, cela dégage un complément de revenu, ce qui n'est pas négligeable lorsque l'on travaille à quatre sur une ferme. Thomas confie qu'ils réussissent à dégager un demi-salaire avec la production et la vente d'énergie verte.
Réduction des Intrants Chimiques : Le digestat rejeté par le méthaniseur est utilisé pour l'épandage, diminuant ainsi l'apport d'engrais extérieurs. Le digestat est un engrais de bien meilleur qualité agronomique que le lisier ou le fumier, car 100% de l’azote est disponible pour les plantes.
Diminution des Nuisances Olfactives : Le processus de méthanisation réduit considérablement les mauvaises odeurs de l'épandage. Les bactéries ayant servi à fabriquer le biogaz, le digestat récupéré en est privé de ces composés malodorants.
Contribution à la Transition Énergétique : La méthanisation permet d'engager les fermes dans une transition vers une économie bas carbone en réduisant les émissions de CO2. La production de biogaz à partir du fumier et du lisier aide à réduire les émissions de gaz à effet de serre. Le méthane valorisé dans le réseau, bien que sa combustion par les consommateurs rejette du dioxyde de carbone, n'est pas d'origine fossile et ne contribue pas au changement climatique.
Les Inconvénients et les Défis à Relever
Malgré ses nombreux atouts, la méthanisation présente également quelques inconvénients et défis à considérer :
Impact sur la Biodiversité des Sols : Le digestat utilisé comme amendement sur les cultures est privé de matière organique pour les sols, en raison de la dégradation des bactéries en amont dans le digesteur. C'est donc un désavantage potentiel pour la biodiversité des sols.
Coût d'Investissement : L'investissement financier est conséquent. Sur l'exploitation de Thomas, ils ont investi 1,4 million d'euros, auxquels s'ajoutent les coûts de raccordement aux installations des fournisseurs d'énergie. Cependant, des méthaniseurs collectifs sont en projet dans le Maine et Loire, offrant une alternative potentielle pour mutualiser les coûts.
Opposition des Riverains : Dans les communes aux alentours, là où des méthaniseurs collectifs sont en projet, la population n'y est pas toujours favorable. Les raisons invoquées sont souvent la pollution visuelle, les méthaniseurs n'étant pas considérés comme esthétiques, et l'augmentation des accidents routiers due à l'accroissement du trafic routier sur la nationale. Des plaintes concernant les odeurs qui s'échappent des méthaniseurs sont aussi rapportées. Le projet de Biométhadour a par exemple été confronté à une première phase d’opposition de riverains, autour du site initialement retenu pour la construction de l’unité.
Pouvoir Méthanogène : Le fumier et le lisier ont un faible pouvoir méthanogène, ce qui peut influencer la rentabilité. Le pouvoir méthanogène du fumier moyen est de 183,6 m3CH4/t de matière organique. Pour un fumier équin pailleux, il est de l'ordre de 217,1 m3CH4/t de matière organique.
Les Différentes Approches de la Méthanisation : Individuelle ou Collective, Liquide ou Sèche
Le dispositif de méthanisation peut être collectif ou individuel, selon la situation de l'exploitation, son environnement et ses contraintes.
Typologie des Unités :
- Unités Agricoles Individuelles : Si le méthaniseur est détenu et géré par un exploitant agricole seul. L’unité du GAEC Plein Air est un exemple de cette typologie.
- Unités Agricoles Collectives : Si la gouvernance de l'installation est assurée par un collectif d'agriculteurs, parfois associés à des collectivités territoriales ou à des acteurs privés. L'installation de Biométhadour est une unité de méthanisation agricole portée par 4 fermes organisées en collectif. Cette approche permet de se répartir la charge de travail entre les exploitants, aussi bien lors de la phase de montage de projet qu’en phase d’exploitation du site. Les rôles des membres du collectif de Biométhadour sur l’unité de méthanisation ont été attribués en fonction des compétences de chacun : Rémi et Christophe se chargent de la gestion de l’outil (chargement, réparations et maintenances), Jean-Mathieu et Véronique assurent la gestion administrative et comptable de l’unité. Les exploitants font face à des pics de travail à certaines périodes de l’année, notamment au printemps avec les récoltes et épandages.
Méthodes de Traitement :
- Voie Liquide : Cette voie permet d'obtenir un meilleur rendement que la méthanisation en phase sèche mais nécessite un plus gros investissement de départ. Le mélange de matières premières entrantes doit être inférieur à 20% de matière sèche. Cette voie nécessite une incorporation régulière du fumier, qui doit être généralement pré-traité pour subir une bonne transformation.
- Voie Sèche : La matière première utilisée doit être supérieure à 20% de matière sèche. Avec cette voie, la stabilité biologique est plus compliquée à maintenir, et le fumier doit être broyé avant l'entrée dans le digesteur, ce qui nécessite une incorporation de volumes conséquents avec un plus gros travail de manutention. Les fumiers pailleux assez humides (50% d'humidité et plus) conviennent mieux pour les procédés de méthanisation en phase sèche.
Innovations et Solutions pour une Méthanisation Accessible
Des innovations émergent pour rendre la méthanisation plus accessible, même aux petites structures.
Les digesteurs à biogaz [Info Compensation Carbone]
La Micro-Méthanisation à l'Échelle de la Ferme : BioGazNex et le CPM
Une nouvelle offre de micro-méthanisation à l'échelle de la ferme est proposée en France par BioGazNex. Le digesteur Compact Plus Mini (CPM) a été développé par la société néerlandaise Biogaz Plus pour permettre aux petites fermes d'élevage d'atteindre l'autonomie énergétique tout en désinfectant leurs fumiers. Le CPM est disponible en trois tailles standard : 30, 50 et 75 kWé. Il se compose d'un conteneur prêt à brancher, d'une cuve de mélange et d'un digesteur en béton.
Le processus est optimisé : la boue résultante est pompée dans un réservoir en acier inoxydable dans lequel la boue est brassée et préchauffée. Le réservoir est pesé en continu, permettant à l'agriculteur de connaître précisément les poids pompés ou transférés. Après le préchauffage, la boue est pompée dans le digesteur, maintenu à environ 40°C, équipé d'un mélangeur et de tous les instruments de contrôle nécessaires (température, niveau, pression du gaz). Le biogaz produit est stocké sous une double couverture à membrane flexible pour alimenter le cogénérateur.
Lorsque le substrat n'est composé que de liquide, la cuve de mélange préalable n'est pas nécessaire. En cas d'insuffisance de lisier, le digestat est chauffé en reflux vers la cuve de mélange pour homogénéiser le fumier et le rendre pompable. Le CPM intègre une fonction d'hygiénisation du substrat, utilisant la chaleur produite par la cogénération pour réchauffer les intrants et hygiéniser le fumier, une étape qui peut être réalisée avant ou après la digestion selon les réglementations.
La Pompe à Vide SPV : Simplicité et Robustesse
La simplicité du SPV est unique. Une pompe à vide crée une dépression dans la cuve en acier inoxydable, aspirant automatiquement la boue dans le réservoir du SPV. La pompe elle-même traite seulement de l'air, permettant de pomper sans difficulté des boues ayant un niveau relativement élevé de matière sèche. En cas de sable ou de cailloux dans le substrat, il n'y a pas d'usure de la pompe. Le SPV est équipé d'un distributeur avec des brides pour raccorder chaque réservoir, silo ou stockage, et dispose de plusieurs brides de rechange. Le temps de séjour moyen dans le digesteur est de 40 jours, ce qui est relativement long pour la digestion des fumiers. Les éléments composant le système ne nécessitent aucun coût d'entretien élevé, à l'opposé des vis ou des pompes standards.
Le digesteur est fabriqué en béton de haute qualité, entouré d'une isolation et d'un bardage. Une double enveloppe en PVC à membrane assure une couverture résistante aux conditions météorologiques extrêmes et aux UV. Le conteneur de 40 pieds (12,19 m) est complètement préfabriqué, de même que la cuve de mélange, facilitant l'installation : il suffit de réaliser les branchements et de faire démarrer. Le conteneur contient également le SPV, un panneau de commutation avec écran tactile, le système de distribution de chaleur et l'unité de cogénération. La partie supérieure du conteneur est utilisée à des fins d'inspection.
Solutions pour les Fermes Laitières : Le Nénufar de Grignon
Jeoffrey Moncorger et Rémy Engel ont développé une innovation axée sur la membrane déposée sur le lisier. Profitant de la présence obligatoire des fosses à lisier dans les exploitations laitières (grâce au plan nitrates de 92), la membrane est une bonne alternative à la construction d’une unité de méthanisation classique, beaucoup plus onéreuse. Grâce à des flotteurs, la bâche est parfaitement étanche et peut stocker le précieux méthane qui fait la particularité du biogaz. Ils permettent une mobilité de la bâche dans la fosse, ce qui facilite l’accès aux pompes des épandeuses à lisier. Le méthane est ensuite acheminé de la fosse vers les bâtiments. La membrane limite la propagation des mauvaises odeurs, tout en récupérant l’eau de pluie qui pourra être réutilisée par l’exploitant. L’absence de système de chauffage entraîne une variation de la production de biogaz durant l’année, qui est maximale à 38°C. Le "Nénufar de la ferme de Grignon" est leur premier contrat.
Accompagnement et Financements
L'Agence de l'Environnement et de la Maîtrise de l'Énergie (ADEME) attribue des subventions forfaitaires par capacité de production annuelle (€/MWh). Ces subventions sont accessibles pour les entreprises et/ou associations souhaitant monter un projet de station de méthanisation. Attention, ces subventions ne sont accessibles que dans certaines régions de France : la Bourgogne-Franche-Comté, les Hauts-de-France, l'Occitanie, l'Auvergne-Rhône-Alpes, Provence-Alpes-Côte d'Azur, la Corse, la Guadeloupe, la Martinique, la Guyane, La Réunion ainsi que la Nouvelle-Aquitaine.
De plus, des subsides de 27,50 % sur l'investissement (unité de méthanisation, raccordement, stockage, etc.) sont parfois disponibles, garantissant des revenus stables et complémentaires pendant 15 ans. Cela permet également une réduction de la facture électrique jusqu'à 90% et une autonomie complète en chauffage pour l'exploitation.
Cas Pratique : Méthamaine en Mayenne
À Meslay-du-Maine en Mayenne, l'unité de méthanisation Méthamaine est née d'un constat similaire à celui de nombreux éleveurs et centres équestres locaux : la difficulté à valoriser les monticules de fumiers malodorants. Le projet, démarré en 2013 par Benoît Dutertre, négociant local en chevaux de course et aujourd'hui président de Méthamaine, a permis de transformer ce défi en une opportunité.
L'installation est entièrement équipée pour réceptionner, traiter et transformer les déchets, puis injecter le biogaz dans le réseau. Après pesée, les camions déposent fumiers et lisiers dans des fosses capables de stocker six mois de production. Les matières solides traversent ensuite un hachoir, puis sont diluées aux déchets liquides et au digestat. Les corps étrangers comme les cailloux et métaux sont séparés par une zone de décantation et des pièges. Le méthane est produit en 70 jours, dans les deux grands dômes qui abritent un digesteur de 3 800 m³ et un post-digesteur de 2 500 m³. Avant d'être injecté dans le réseau public de gaz naturel, il est purifié par filtration membranaire.
Chaque année, l'unité réceptionne 21 400 tonnes de matière organique. La putréfaction de ces matières organiques génère un débit de biogaz situé entre 80 et 135 Nm³/h, ainsi que 19 000 tonnes de digestat. 80 % des exploitations qui fournissent lisiers et fumiers sont actionnaires de Méthamaine. Ils ont chacun investi 35 000 euros en moyenne, sur fonds propres et via l'emprunt. Outre ces éleveurs, l'unité de méthanisation est détenue à 35 % par Engie Bioz et à 10 % par Territoire d'énergie Mayenne, le syndicat local d'énergies. Le biogaz est vendu à Engie à un tarif négocié de 125,59 €/MWh PCS pour une recette annuelle de 1,15 million d'euros. Une belle opération qui offre aux exploitants une nouvelle source de revenus tout en les débarrassant de leurs déchets.
Les Modèles d'Unités de Méthanisation Proposés
Les acteurs de la méthanisation proposent des modèles variés pour s'adapter aux besoins spécifiques des exploitations :
Unités de microméthanisation LISIER : Cette solution est conçue pour les éleveurs souhaitant traiter principalement du lisier, tout en conservant la possibilité de complémenter avec d'autres intrants disponibles sur l'exploitation (fumiers, déchets de culture). Une pompe broyeuse permet l'incorporation du lisier dans l'unité de méthanisation. L'unité est entièrement automatisée et ne demande pas plus de 10 minutes de travail par jour.
Unités de méthanisation agricole LISIER, FUMIERS, CULTURES, DECHETS : Cette solution est destinée aux éleveurs qui souhaitent valoriser différents intrants pour des puissances d'unité de méthanisation plus élevées.
- Modèles LQ : Adaptés lorsque le mélange d'intrants reste liquide.
- Modèles LS : Adaptés lorsque la quantité d'intrants solides est importante. Le système d'incorporation solide comprend une trémie de réception. L'unité de méthanisation est munie d'un mixer paddle lent et d'un mixer immergé semi-rapide pour assurer l'homogénéisation dans la cuve. Le temps de travail quotidien est estimé à 30 minutes par jour lorsqu'il faut charger du fumier ou d'autres matières solides.
La méthanisation est une solution prometteuse pour l'avenir énergétique, économique et écologique des exploitations agricoles, contribuant à la production d'énergie renouvelable et à une gestion plus durable des déchets organiques.
tags: #pompe #a #fumier #methaniseur