L'univers des matériaux composites est un domaine en constante évolution, où la performance et l'innovation sont des moteurs essentiels. Au cœur de cette dynamique se trouve la notion de voile de surface composite, un élément fondamental qui, par sa conception et ses propriétés, détermine en grande partie les caractéristiques finales de la pièce ou de la structure. La densité, ou grammage, de ces voiles est un paramètre crucial qui influence non seulement l'apparence, mais aussi la longévité, la résistance et la protection offerte. Cette exploration approfondie vise à démystifier la densité des voiles de surface composites, en se penchant sur les différents types de fibres, les méthodes de tissage, et leur impact sur les applications spécifiques.
L'Importance Cruciale de la Densité dans les Voiles Composites
La densité, ou grammage, d’une toile d'ombrage exprimée en gramme par mètre carré (g/m²) joue un rôle important dans la quantité de lumière et de chaleur qu'elle laisse passer, ainsi que dans la protection qu'elle offre contre les rayons UV du soleil. La densité (ou poids/grammage) de votre toile solaire pour terrasse et jardin est un élément important à prendre en compte pour répondre à vos besoins de confort et d’ombrage. Cela signifie que plus votre toile d’ombrage sera lourde, plus elle sera de qualité. La densité affecte globalement l'apparence visuelle de votre toile d’ombrage. Une voile d'ombrage avec une densité élevée permet de mieux ombrager votre terrasse car les UVs sont mieux filtrés et réduit la luminosité. Elle aura un aspect plus solide et opaque.
De même, si vous souhaitez conserver votre voile d’ombrage de manière durable, son grammage joue un rôle crucial. En effet, la longévité de votre voile dépend de sa densité car plus une voile est dense, plus elle est solide. Elle tiendra dans le temps face aux intempéries et aux changements de météo. Le grammage de votre voile d’ombrage a une influence directe sur la protection solaire offerte. Pour rappel, l’unité de mesure de la protection aux UVs est l’UPF (Ultraviolet Protection Factor). C’est pourquoi il est important de regarder la densité de votre toile pour évaluer le niveau de protection solaire qu'elle vous apportera. En effet, plus votre voile est lourde et dense, meilleure sera son UPF et donc mieux elle vous protégera des UVs.
Exemples Concrets de Densités et Leurs Performances
Pour les gammes imperméables, nous avons la Solar 200 (entrée de gamme) et l’Acryl 300 (gamme supérieure). Pour la voile d’ombrage Solar 200, qui est notre toile imperméable d’entrée de gamme en tissu polyester, elle pèse 200 g/m² et filtre 90% des UVs tout en vous résistant à des vents jusqu’à 40 km/h. Sa grande sœur, l’Acryl 300 est fabriquée avec un tissu acrylique déperlant en standard ou sur-mesure et pèse 300 g/m². Son grammage étant plus lourd et donc épais, sa protection aux UVs est accentuée (97% des UVs filtrés) et donc sa longévité est accrue. En général, en respectant bien les normes de pose indiquées par Espace Ombrage, nos clients conservent leur toile Acryl 300 en moyenne environ 7 à 10 ans (contre 3 à 5 ans en moyenne pour la Solar 200).
Si vous êtes plutôt dans une problématique de protection au soleil et une très bonne résistance au vent, nous vous orienterons plutôt vers nos gamme de voile ajourée Australe. Pour cette gamme micro-perforée, nous avons l’Australe 220 (entrée de gamme) et l’Australe 340 (gamme supérieure). Concernant la toile entrée de gamme ajourée Australe 220, composée d’un tissu en polyéthylène pèse 220 g/m² et protège à 90% des rayons UVs tout en résistant à des vents entre 60 et 80 km/h. Quant à sa grande sœur, l’Australe 340 également micro-perforée en tissu polyéthylène à haute densité, pèse 340 g/m² et est notre voile la plus performante en terme de filtration aux UVs (97%) et résistance au vent (jusqu’à 80 km/h). Tout comme l’Acryl 300, cette toile est proposée en format standard ou sur-mesure et avec ou sans enrouleur.
Sun Tunnels | Comparing Sun Tunnels to Skylights
Les Différents Types de Fibres pour la Stratification
Le choix de la bonne matière pour un renfort et une application est un facteur clef avant même de décider comment la placer dans un tissu ou une structure. Dans l’univers des matériaux composites, les tissus pour la stratification jouent un rôle essentiel. Ils sont les armatures qui confèrent aux pièces leur résistance mécanique, tandis que la matrice (la résine) assure la cohésion et la capacité à supporter les charges en compression.
1. Les Fibres de Verre
La fibre de verre est un matériau fabriqué à partir de fibres de verre extrêmement fines. Bien qu'il existe de nombreuses utilisations du renforcement en fibre de verre, dans la plupart des applications, il est crucial qu'elles soient aussi solides que possible. Les composites en fibre de verre présentent l'un des rapports résistance/poids les plus élevés du marché et, dans certains cas, ils sont plus résistants que l'acier. Outre la résistance élevée, il est également important d'avoir la plus petite surface exposée possible. Les grandes surfaces en fibre de verre peuvent rendre la structure plus vulnérable aux attaques chimiques et éventuellement à l'expansion du matériau.
Les fibres de verre sont les plus répandues en raison de leurs bonnes propriétés mécaniques et de leur coût relativement faible. Elles servent d’armature dans de nombreux matériaux composites. Il existe d’autres verres dont les propriétés sont plus élevées que le verre E, chaque fabricant ayant des recettes différentes.
- Les fils silionnes : Assez fins, ils sont utilisés pour fabriquer des tissus techniques légers destinés à l’aéronautique, le modélisme, les planches à voile, etc.
- Les fils roving : Plus épais, ces fils sont dédiés à la construction nautique, industrielle et ferroviaire. La mesure en tex du verre et son enroulement à travers un régulateur de tension sont des étapes importantes de leur fabrication.
2. Les Fibres de Carbone
Le carbone est le choix premium pour les applications nécessitant une très grande résistance mécanique (flexion et traction) pour un poids réduit. Son inconvénient majeur est sa faible résistance à l’abrasion, au cisaillement et aux chocs. C’est pourquoi il est souvent combiné à des fibres d’aramide ou de verre pour améliorer ces propriétés. Il existe divers fils de carbone pour obtenir des tissus plus ou moins légers, avec des grammages allant de 100 à 300 gr/m². Il existe de multiples grades parmi les fibres de carbone qui offrent des niveaux de rigidité et de résistance différents.
3. Les Fibres d'Aramide (Kevlar)
Les fibres d’aramide, comme le Kevlar, sont reconnues pour leurs excellentes propriétés mécaniques en traction, leur résistance élevée aux chocs, à l’abrasion, au feu, à la chaleur et aux solvants organiques (comme les carburants). Haute résistance utilisées pour la protection balistique ainsi que pour les vêtements de protection. Leurs points faibles: un mauvais comportement en compression, une grande difficulté de coupe ou d’usinage, une sensibilité aux rayons ultraviolets, et un coût élevé. Une application encore plus courante et dans le cas d’impact sérieux engendrant une déformation telle que le renfort de verre ou carbone ou basalte se trouvera rompu.
4. Les Fibres Naturelles
La fibre de lin commence à être utilisée dans les structures composites et le chanvre pourrait apparaître dans les années à venir. Des nouveaux procédés de récolte et de traitement de ces fibres pour augmenter les performances et réduire les coûts pour les utilisations dans les composites sont en cours de développement en Europe et au Canada principalement.
Types de Tissages des Fibres Composites et Leurs Propriétés
Les tissus composite peuvent se présenter sous différentes formes, chacune ayant des caractéristiques spécifiques qui influencent les propriétés mécaniques du matériau final.
Le Tissage : Une Question de Structure
Une fois tissées, les fibres sont chauffées de façon à se rétrécir et donc resserrer le tissage pour obtenir une meilleure élongation dans le biais. C’est là qu’intervient la taille des fils composant le tissage : plus les fils sont fins plus le tissage est serré mieux se tient le tissu. Dernière étape de la fabrication du tissu, la finition, c’est-à-dire la résine qui renforce la cohésion des fils et donc du biais. Les tisseurs ont deux méthodes.
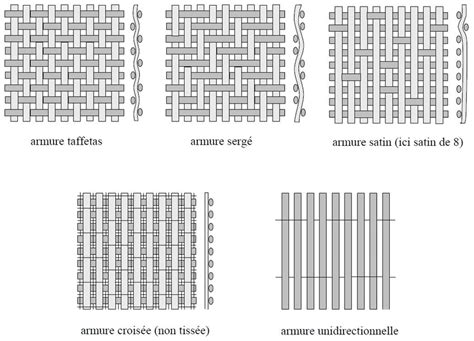
- Taffetas : Le tissage le plus simple (un fil de trame passe alternativement sous et sur un fil de chaîne). Il offre une bonne stabilité dimensionnelle et est facile à manipuler.
- Sergé : Les fils passent sur deux ou plus de fils, puis sous un ou plus de fils.
- Satin : Les points de liaison sont très espacés, donnant un aspect lisse et brillant. Ce tissage est très souple, idéal pour des formes complexes, et offre d’excellentes propriétés mécaniques grâce à un fluage minimal des fibres.
Les « Mats de Verre » : Fibres Non Tissées
Contrairement aux tissus tissés, les mats de verre sont des fibres non tissées, orientées de manière aléatoire et maintenues par un liant. Ils sont essentiels pour conférer à la pièce une résistance mécanique aux chocs et aux poinçonnements. Un mat de verre est composé de fibres non tissées et orientées aléatoirement, offrant une bonne résistance aux chocs et une imprégnation facile. Les fibres de verre de quelques centimètres de longueur, qui sont répartis dans tous les sens sur une bande transporteuse, sont ensuite séchées pour obtenir un rouleau prêt à l'emploi.
Les Renforts Multiaxiaux
Les renforts multiaxiaux font leur entrée dans les ateliers. Ces structures, où les fibres ne sont pas tissées mais à plat, confèrent au stratifié des résistances mécaniques particulièrement élevées dans les directions des fibres. Un renfort multiaxial est composé de plusieurs nappes de fibres superposées avec des orientations spécifiques (par exemple, 0°, 90°, +/-45°). Ces renforts, parfois associées à un mat léger, peuvent atteindre des grammages importants, comme 2400 gr/m2.
Les Voiles de Bateaux : Un Domaine d'Application Spécifique
Il existe de nombreux choix de tissus pour vos voiles et il est parfois difficile de savoir vers quoi s’orienter. Quel est mon programme de navigation ? Notre objectif dans cette item est de vous donner l’information la plus objective possible sur les tissus.
Sur la majorité des voiliers de croisière, le tissu employé est un polyester qui peut être un Dacron. Le Dacron est une marque de ex Dupont Demours qui est en fait un polyester particulier qui a de bonnes caractéristiques à la demande en voilerie, en particulier fasseyement, raguage, déchirure et faible déformation. Il est donc important de savoir si votre voile est faite en Dacron, fibre haute ténacité ou en polyester.
Il y a maintenant quelques années , Dimension polyant a voulu créer un nouveau tissu pour répondre à la demande croissante de la coupe tri-radiale avec un tissu tissé en polyester. Le fait d’être un tissé et non un laminé élimine de fait tous les problèmes de délaminages. Les tissus à spi sont eux aussi des tissés à base de nylon ou de polyester dans certains cas, gennaker par exemple. Les constructions sont le plus souvent équilibrées, c’est-à-dire autant de fils en trame et en chaine avec un ripstop. Le polyester est utilisé pour les très gros spis ou les gennakers. Ce taffetas protège le Mylar du raguage et des UV. Avec un collage propre ces laminés peuvent durer presqu’aussi longtemps que les meilleurs Dacron, avec un poids plus faible et une bien meilleure résistance à l’allongement. Cette fibre haut de gamme permet de réduire le poids des voiles de 25%, tout en offrant une excellente résistance à l’allongement et aux UV et une grande solidité. Ce tissu implique d’avoir une coupe orientée. Avec une coupe orientée, il est plus facile de contrôler la forme de la voile de part le moindre allongement du tissu qui est toujours bien aligné dans le sens de l’effort.

Les Matériaux Composites et Leur Fabrication
Les deux matériaux de base, la fibre de verre et la résine polyester, constituant le plastique armé, ont fait leur apparition durant la deuxième guerre mondiale. Leur association, découverte par hasard, est à l'origine d'une révolution quasi totale dans certain domaine dont la construction navale de plaisance. C'est vers 1950 que les bateaux en polyester font leurs apparitions dans le sport.
La Résine Polyester : Le Liant Essentiel
La résine polyester: Liquide visqueux de 2 à 5 poises à 20°C. polyester insaturé, crée un réseau tridimensionnel, rhéologiquement dur. durcit au bout de quelques mois à plusieurs années. médiocre, ce sont les fameuses doubles chaînes qui ont fini par se trouver. de quelque heures.
Les tissus de stratification (verre, carbone, aramide) sont généralement imprégnés avec des résines thermodurcissables. Un désavantage, est la faible résistance relative à l'abrasion. Mais il est possible d'apporter une amélioration par apport d'une charge comme par exemple l'oxyde d'alumine, la terre de sienne, la poudre de carborundum, mais celle-ci influencent la couleur. La pigmentation: Un des rôles du gel-coat le plus apparent est la coloration. Pour cela la résine à gel-coat est complétée par une pâte pigmentaire.
Le Gel-coat : La Couche de Surface Protectrice
La protection des couches renforcées sous-jacentes contre les influences atmosphériques, l'attaque chimique, est une fonction essentielle du gel-coat. Le terme de gel-coat implique que cette couche est gélifiée avant la stratification proprement dite. La thixotropie: Elle est nécessaire pour éviter au gel-coat de couler sur une paroi verticale. La silice colloïdale est le plus couramment employée. La souplesse: Un bon gel-coat doit être élastique, si il était trop cassant, il pourrait se fissurer lors de la flexion, ou de chocs éventuels sur la coque. La résistance chimique: La résistance à l'eau, aux produits chimiques, dépend fortement du type de résine et de la méthode de fabrication.
Le Contrôle Qualité des Matériaux Composites
Les contrôles s'effectuent à trois périodes bien distinctes : avant fabrication sur les matières premières et la méthodologie, pendant la fabrication, et après la production, par l'analyse et essai du produit.
Contrôles de Préfabrication
Ceux-ci sont appliqués sur le bateau et l'atelier de construction. Sur le bateau, il y a la prévision d'un échantillonnage, la définition d'un mode d'assemblage, etc. La réglementation en France, fait que tous les bateaux diffusés doivent avoir été certifiés par un organisme de contrôles. Ceci ne veut pas dire que l'échantillonnage est garanti, mais le constructeur s'est engagé sur une certaine production. Normalement le client doit pouvoir avoir accès à ces documents, aucun texte ne s'y oppose. On ne construit pas avec n'importe quoi, et il est nécessaire de définir les composants. Les fournisseurs ont des fiches qui spécifient le minimum de caractéristiques requises à la connaissance du matériau. Sur les fibres il n'y a pas beaucoup de contrôles à effectuer si ce n'est des tests de mouillabilité et de moulabilité, un tissu n'est obligatoirement pas correctement mouillé par n'importe quelle résine et vice versa.
Contrôles Pendant la Fabrication
Durant la construction, le constructeur doit s'assurer que tout ce qui a été prévu préalablement a bien été réalisé. Dans cette application, le NANOVEA ST400 est utilisé pour mesurer la rugosité et la planéité de la surface d'un composite en fibre de verre. Comme le montrent les résultats, le NANOVEA ST400 Optical Profileur a pu mesurer avec précision la rugosité et la planéité de la surface composite en fibre de verre. Les données peuvent être mesurées sur plusieurs lots de composites de fibres et/ou sur une période de temps donnée pour fournir des informations cruciales sur les différents processus de fabrication de la fibre de verre et sur leur réaction au fil du temps.
Sun Tunnels | Comparing Sun Tunnels to Skylights
Le Choix du Tissu de Stratification : Une Étape Cruciale
Le choix du tissu de stratification est une étape cruciale dans la conception et la fabrication de matériaux composites performants. En comprenant les propriétés des fibres de verre, carbone et aramide, ainsi que les avantages des différents tissages et structures (mats, multiaxiaux), vous pourrez sélectionner le matériau idéal pour garantir la solidité, la durabilité et les performances requises de vos pièces. Chez Texonic, notre compréhension des structures composites, des matières et du tissage nous a permis de créer des mélanges qui répondent à de réels besoins. Certaines applications requièrent des propriétés qui pourraient sembler antagonistes. Le choix du tissu de stratification est une étape cruciale dans la conception et la fabrication de matériaux composites performants.