Le marché des forets hélicoïdaux pour les métaux est un univers complexe et fascinant, indispensable pour couvrir l'ensemble des besoins de perçage dans divers matériaux. Bien que la distinction entre les forets HSS, privilégiés pour les applications sur machines portatives, et les forets carbure, optimisés pour la production de masse, semble aujourd'hui clairement établie, ces outils coupants partagent une combinaison de caractéristiques visant à améliorer leurs performances. Le terme "foret" évoque immédiatement un outil coupant dont la fonction première est de percer des trous, non seulement dans tous les types de métaux, mais également dans les matériaux plastiques et composites. Pour les puristes, les outils de perçage destinés au béton et au bois devraient techniquement être désignés sous le terme plus approprié de "mèche", bien que dans le langage courant, les termes "mèche" et "foret" soient souvent employés de manière interchangeable en français.
L'histoire de cet outil remonte à la fin du 19ème siècle, avec l'Américain Morse, inventeur de la goujure hélicoïdale qui a donné naissance à la célèbre mèche américaine. Cette conception ingénieuse permet l'évacuation des copeaux pendant le perçage, tout en facilitant la descente du fluide de refroidissement jusqu'à la tête du foret. L'héritage de Morse se retrouve dans l'une des types de queues de forets, la queue conique, également connue sous le nom de "Cône Morse", qui requiert un mandrin conique adapté. Au-delà de ce rappel historique, les forets destinés aux métaux englobent aujourd'hui une vaste gamme de produits, conçus pour s'adapter aux différentes matières à usiner et aux machines utilisées, qu'il s'agisse de perceuses portatives, de perceuses sur colonne ou de centres d'usinage numériques.
Bien que les forets de forme hélicoïdale représentent la majorité des ventes, d'autres types de forets peuvent être employés pour la coupe des métaux. Parmi eux, le foret étagé, particulièrement utile pour les tôles fines, peut réaliser plusieurs perçages de diamètres et angles variés en une seule opération. Le foret aléseur combine les fonctions de perçage et d'alésage dans un même mouvement, tandis que le foret à centrer, court et rigide, est conçu pour créer un petit trou avec une très grande précision. Le foret hélicoïdal, travaillant en rotation sur un seul axe, a pour vocation unique de percer des trous dans une matière moins dure que lui, en la coupant à son extrémité.
Méthodes de Fabrication : Entre Tradition et Innovation
La méthode de fabrication la plus ancienne pour les forets hélicoïdaux est le procédé de laminage. Dans cette technique, un barreau d'acier est chauffé puis étiré pour former l'hélice. Le diamètre et la pointe sont ensuite meulés après un traitement thermique. Ce procédé, nécessitant moins d'acier et étant moins coûteux, est souvent associé à l'entrée de gamme des produits. En Europe, sa fabrication tend à décliner. La technologie du fraisage, où les goujures sont taillées à l'aide d'une fraise, connaît également un déclin en Europe pour la production des forets hélicoïdaux à cône morse de diamètres inférieurs à 40 mm. Cependant, tous les forets de diamètres supérieurs à 40 mm sont systématiquement fraisés, la technique de taillage par meulage n'autorisant pas un enlèvement de matière suffisamment conséquent pour ces dimensions.
Pour les forets taillés-meulés, l'hélice, la pointe et l'affûtage sont directement meulés dans la masse, à froid, après un traitement thermique du tronçon d'acier. Globalement, les marques qui cherchent à couvrir l'ensemble des besoins du marché, et donc tous les niveaux de prix et de qualité, intègrent ces différentes méthodes de fabrication dans leurs gammes. Il est à noter que le foret taillé-meulé domine largement sur le marché professionnel en raison de sa précision et de sa durabilité.

Caractéristiques Fondamentales et Performance : Les Atouts d'un Outil de Précision
Quel que soit leur mode de fabrication, les forets métaux sont utilisés dans tous les secteurs d'activité. Ils se distinguent par leurs compositions variées, leurs géométries spécifiques et leurs affûtages particuliers, dont la combinaison oriente leur utilisation vers des applications ciblées. Au sein de chaque catégorie d'application, des graduations de performances sont proposées, notamment par l'ajout de revêtements, afin de répondre aux exigences de rendement, de durée de vie de l'outil, de confort de perçage et de réduction des troubles musculo-squelettiques (TMS) attendues par l'utilisateur final. L'évolution constante des matériaux à usiner, avec l'apparition de composés plus durs, ainsi que le développement des machines, en particulier dans le domaine de la production, entraînent une multiplication des types de forets, chacun étant optimisé pour des cibles spécifiques. L'utilisation d'un même foret avec une perceuse électroportative ou pneumatique n'est pas comparable à son emploi dans un centre d'usinage à commande numérique.
Le marché se scinde ainsi de plus en plus en deux grandes familles : les forets HSS, destinés aux perçages réalisés avec des machines portatives, et les forets carbure, réservés aux machines-outils et aux applications de production. Cette grande diversité de paramètres explique également que, dans cet univers hautement concurrentiel, des différences sensibles puissent exister entre les forets, selon les sources de production, les nuances d'acier utilisées, la constance de la qualité de fabrication, le savoir-faire en matière de taillage et la maîtrise des revêtements.
En France, le groupe Tivoly, avec son usine savoyarde, demeure le dernier fabricant français de forets HSS, tandis que ses sites de Saint-Etienne et Bourges sont dédiés à la production de forets carbure. Les forets à plaquettes carbure de Diager sont également fabriqués en France, sur leur site jurassien de Poligny.
Les Matériaux des Forets : HSS et Carbure, Des Choix Stratégiques
L'outil le plus standard est le foret en acier rapide HSS (High Speed Steel), préconisé pour le perçage de tous les aciers de dureté standard, tels que les aciers de construction et les aciers non alliés. Dès qu'il s'enrichit en cobalt, le foret HSS devient capable de travailler des aciers plus difficiles, notamment les aciers inoxydables. Le cobalt confère à l'outil une protection accrue contre les montées en température, en fonction des conditions de coupe et de la dureté de la matière. Un cran au-dessus, le HSS-E Co8, contenant 8% de cobalt, offre une résistance thermique encore supérieure et est particulièrement adapté aux aciers fortement alliés.
Les forets carbure sont quant à eux utilisés pour les perçages extrêmement exigeants dans des matériaux très durs, où les forets HSS seraient inefficaces. Permettant également des vitesses de coupe supérieures, les forets carbure, et plus particulièrement les forets carbure monobloc, ont supplanté les forets HSS dans les technologies d'usinage avancées.
🛠 Jeu 13 forets Héxagonaux en Nitrure de Titane TiN HSS bois et métaux - Gearbest
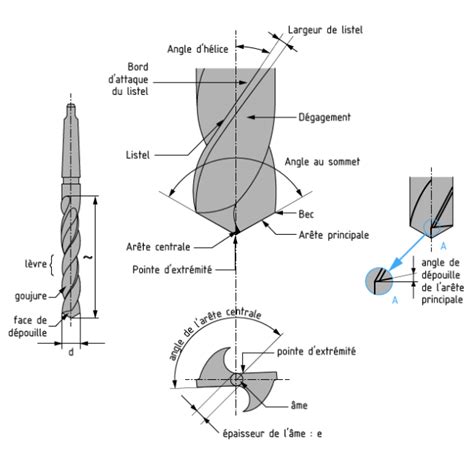
Anatomie d'un Foret Hélicoïdal : Comprendre ses Composants Clés
Le foret hélicoïdal est un outil de rainurage complexe, doté de deux lames. Il existe plusieurs variantes :
- Foret hélicoïdal standard : Le type le plus courant, généralement fabriqué en acier rapide (HSS) ou en carbure.
- Foret hélicoïdal à tige droite : Possède une tige droite, adaptée aux forets de plus petite taille.
- Foret hélicoïdal à tige conique : Conçu avec une tige conique, idéal pour les forets de plus grande taille.
- Foret hélicoïdal en carbure : Fabriqué en carbure, il est conçu pour le perçage de matériaux durs comme l'acier inoxydable et la fonte.
- Foret hélicoïdal en acier rapide : Fabriqué en acier rapide, il offre une bonne résistance à l'usure et une bonne ténacité.
Selon les statistiques du CIRP, le temps de perçage représente environ 22% du temps total d'usinage dans l'industrie, et la production de forets constitue à peu près 60% de la production totale d'outils coupants. En Chine, l'acier rapide utilisé dans la fabrication des forets représente plus de 70% de l'acier rapide total employé pour la production d'outils.
Bien que les forets hélicoïdaux puissent sembler simples, leur pointe présente une structure très complexe. Les deux surfaces de flanc se croisent pour former le bord du burin, créant ainsi trois arêtes de coupe.
- Queue du foret (Shank) : Cette partie relie le foret hélicoïdal à la machine-outil, assurant le serrage et le positionnement. Elle transmet la puissance nécessaire au perçage (force axiale et couple). Les forets d'un diamètre supérieur à 13 mm sont équipés de queues coniques avec une languette plate à l'extrémité pour la transmission du couple.
- Collet (Neck) : Il s'agit de la zone de transition entre le corps du foret et sa queue, offrant un espace pour la meule lors de l'affûtage.
- Partie coupante : Elle comprend les arêtes coupantes formées par les surfaces avant, arrière et arrière secondaire de la pointe du foret.
L'adaptateur fourni n'est pas toujours nécessaire, notamment avec certaines scies circulaires. Cependant, il peut être utile pour l'utilisation d'autres outils de perçage. Avant de percer, il est conseillé de marquer une légère dépression dans la pièce à travailler avec un pointeau. Cela permet de guider le foret et d'éviter qu'il ne glisse sur la surface, un phénomène dû à la coupe transversale du foret hélicoïdal. La dépression marquée doit être légèrement plus large que la coupe transversale pour permettre aux arêtes principales de "mordre" le matériau.
Les Huit Caractéristiques Essentielles d'un Foret Hélicoïdal
Comprendre les caractéristiques d'un foret hélicoïdal est crucial pour sélectionner l'outil le plus adapté à chaque application. Les différents matériaux imposent des exigences distinctes à l'outil. Examinons les huit caractéristiques de base qui définissent un foret hélicoïdal :
- L'angle de la pointe : Situé à la tête du foret, cet angle est mesuré entre les deux arêtes de coupe principales au sommet. Il joue un rôle essentiel dans le centrage du foret dans le matériau. Un angle de pointe plus petit facilite le centrage, tandis qu'un angle plus grand permet de réduire le temps de perçage. D'un point de vue géométrique, un petit angle de pointe implique de longues arêtes de coupe principales, et inversement.
- L'arête de coupe principale : Ces arêtes sont responsables du processus de perçage proprement dit. Un foret hélicoïdal possède toujours deux arêtes de coupe principales reliées par une arête de cisaillement.
- L'arête de coupe du ciseau : Située au milieu de la pointe, cette arête n'a pas d'effet de coupe direct. Elle est responsable de la pénétration dans le matériau et induit une pression et une friction, ce qui peut entraîner une augmentation de la production de chaleur et de la consommation d'énergie, des facteurs défavorables au processus de forage.
- Coupes et amincissements de pointe : L'amincissement de la pointe réduit la longueur de l'arête de coupe du ciseau au sommet du foret. C'est donc un facteur déterminant pour le centrage du foret dans le matériau. Les différents amincissements de pointe sont normalisés selon les formes DIN 1412.
- Le profil de la cannelure : Les profils de cannelure larges sont plats, tandis que les profils étroits sont profonds. La profondeur de la cannelure détermine l'épaisseur du noyau du foret. Les profils à cannelure plate permettent d'obtenir des diamètres de noyau importants, rendant les forets plus stables et donc adaptés aux couples élevés et aux matériaux plus durs. Pour faciliter l'évacuation des copeaux, l'épaisseur du noyau augmente de la pointe vers la queue du foret.
- Le noyau : Il représente la partie centrale du foret, sur laquelle sont taillées les cannelures. Son épaisseur varie le long du foret.
- L'arête de coupe secondaire : Elle forme la transition entre les chanfreins de guidage et le profil de la cannelure.
- L'angle de l'hélice (ou angle de spirale) : C'est une caractéristique essentielle du foret hélicoïdal. Des angles d'hélice plus grands favorisent l'évacuation efficace des matériaux tendres à copeaux longs. Les forets avec un angle d'hélice très faible (10° à 19°) ont une spirale longue. Inversement, ceux avec un angle d'hélice élevé (27° à 45°) ont une spirale "éperonnée" (courte). Les forets hélicoïdaux avec une spirale normale ont un angle d'hélice compris entre 19° et 40°.
Applications et Classification : Adapter l'Outil à la Tâche
À première vue, le sujet des forets hélicoïdaux peut sembler complexe. Il existe en effet de nombreux composants et caractéristiques qui distinguent un foret hélicoïdal. Pour trouver le foret adapté, il convient de se baser sur l'application visée. Le manuel DIN pour les forets et les fraises définit, selon la norme DIN 1836, trois groupes d'application principaux : N, H et W.
- Type N (Normal) : Pour les matériaux de dureté normale.
- Type H (Hard) : Pour les matériaux plus durs.
- Type W (Soft) : Pour les matériaux plus tendres.
Aujourd'hui, le marché propose bien plus que ces trois types. Au fil du temps, des adaptations ont été réalisées pour optimiser les forets hélicoïdaux pour des applications spécifiques, donnant naissance à des formes hybrides dont les systèmes de dénomination ne sont pas toujours normalisés.
Fabrication : Laminé vs. Taillé-Meulé, un Choix Déterminant
Les termes "taillé meulé" et "laminé" font référence au processus de fabrication des forets hélicoïdaux, c'est-à-dire à la manière dont la goujure en spirale est créée.
Foret laminé : Dans ce procédé, une barre ronde en acier rapide (HSS), chauffée au rouge, est laminée pour former la spirale. La structure du matériau est largement préservée, conférant aux forets résistance et élasticité. Le laminage produit des tolérances de concentricité élevées, ce qui peut nuire à la précision, en particulier pour les ajustements serrés ou dans les matériaux durs. Les forets laminés sont idéaux pour les aciers tendres, les métaux non ferreux, les aciers de construction, le perçage manuel et les applications d'assemblage.
Forets taillés meulés : Dans la production de ces forets, la goujure est usinée dans le métal brut (HSS ou alliage supérieur) à l'aide d'une meule. Ce processus confère aux forets rectifiés des arêtes extrêmement vives. Ils présentent généralement une surface intérieure argentée et brillante. Leur méthode de fabrication peut cependant endommager la structure du matériau et entraîner une rupture plus rapide du foret. Pour éviter la surchauffe, un refroidissement suffisant est essentiel lors de l'utilisation. Les forets taillés meulés sont idéaux pour l'acier inoxydable (pour les forets HSS-Co 5), les aciers fortement alliés, le perçage de précision et la production en série.
En un coup d'œil - Laminage vs. Meulage :
| Caractéristique | Laminé | Meulé |
|---|---|---|
| Couleur | Gris foncé à noir | Argent métallique, brillant à l'intérieur |
| Cannelure interne | Mate, légèrement rugueuse | Lisse, polie, souvent brillante |
| Arbre/Spirale | Légèrement arrondi, souple | Arêtes vives, fraisé avec précision |
| Étiquetage | Généralement pas de désignation ou désignation simple : HSS-R | Spécification de type la plus précise : HSS-G |
Comparaison pratique : Que se passe-t-il réellement lors d'un forage ?
| Matériau d'essai | Foret laminé | Foret meulé |
|---|---|---|
| Acier de construction (S235) | Trou propre, légères bavures | Trou propre, pratiquement aucune retouche nécessaire |
| Acier inoxydable (VA) | Non usinable, émoussé | Les forets HSS-Co 5 permettent un perçage précis et une bonne évacuation des copeaux |
| Plexiglas | Risque de fissuration, de cassure | Bord lisse après perçage, aucune fissure |
| Aluminium | Facile à percer, copeaux collants | Faible friction, coupe nette |
Comparaison du comportement des températures :
La résistance à la chaleur est un facteur souvent sous-estimé lors du perçage, particulièrement important pour les matériaux métalliques.
- Forets laminés : Ils s'échauffent et s'émoussent plus rapidement en raison du frottement.
- Forets meulés : Ils restent tranchants beaucoup plus longtemps lorsqu'ils sont utilisés correctement, surtout en combinaison avec du cobalt (par exemple HSS-Co 5) ou des revêtements (TiN, TiAlN).
Il est important de noter que le refroidissement est bénéfique pour les deux types de forets, mais il est particulièrement crucial pour les forets meulés lorsqu'il s'agit de percer de l'acier inoxydable et des matériaux similaires.
Conclusion : Choisir le Bon Outil pour la Bonne Tâche
Rectifiés ou laminés - cette distinction fondamentale détermine la qualité, la durabilité et l'efficacité de votre travail. Le choix idéal dépend de votre domaine d'application. Si vous travaillez fréquemment le métal, il est préférable d'investir dans des forets hélicoïdaux meulés. Ils offrent une concentricité optimale et produisent des trous de forage précis. Pour les utilisateurs occasionnels, les mèches laminées constituent une option plus adaptée, convenant parfaitement au perçage ordinaire avec une perceuse à main.
Qu'est-ce qu'un Foret Hélicoïdal ?
Les forets hélicoïdaux, communément appelés forets hélicoïdaux, sont le type de forets le plus largement utilisé. Ils sont capables de percer une grande variété de matériaux, du bois et du plastique à l'acier et au béton. Ils sont le plus souvent employés pour la découpe des métaux et sont généralement fabriqués en acier rapide M2. Avec des diamètres allant jusqu'à environ 1/2 pouce, les forets hélicoïdaux ne sont pas seulement les moins chers de tous les forets qu'un artisan pourrait utiliser, mais offrent également le plus grand choix de tailles. Bien qu'ils soient conçus pour couper le métal, ils fonctionnent également très bien dans le bois.
Un foret hélicoïdal est une tige métallique d'un diamètre spécifique, dotée de deux, trois ou quatre cannelures en spirale sur la majeure partie de sa longueur. Les forets à deux dents sont destinés au forage primaire, tandis que les forets à trois et quatre dents servent uniquement à agrandir des trous préexistants dans une situation de production. La section entre les deux cannelures est appelée l'âme, et une pointe est formée par meulage en relief de l'âme à un angle de 59° par rapport à l'axe du foret, soit 118° inclus. Cela crée une arête de coupe inclinée au bord de la flûte, appelée lèvre.
Un foret hélicoïdal est relativement inefficace au niveau de la pointe, car la bande laisse peu d'espace pour l'évacuation des débris (copeaux) et la vitesse de surface de la pointe est faible par rapport à la périphérie. Pour cette raison, une bonne pratique pour percer des trous plus grands consiste à commencer par un foret de 1/4 pouce ou moins, puis à utiliser le foret du diamètre souhaité.
Matériaux et Revêtements : Personnaliser pour la Performance
Les forets hélicoïdaux à usage général destinés aux perceuses portatives sont disponibles dans différentes qualités d'acier rapide, ainsi qu'en acier au cobalt et en carbure monobloc. Les forets hélicoïdaux pour machines automatisées sont fabriqués en acier au carbone, en acier rapide, en carbure et en carbure monobloc.
Les forets à usage général sont proposés avec des revêtements d'oxyde noir, d'oxyde de bronze, une combinaison d'oxyde noir et de bronze, et de TiN (nitrure de titane). Les forets hélicoïdaux pour machines automatisées sont principalement conçus pour être utilisés dans le bois ou les plastiques et ne sont généralement pas revêtus.
Les Raisons de la Rupture d'un Foret : Prévenir les Défaillances
Il existe différents types de forets hélicoïdaux conçus pour des applications variées. Cependant, même le foret le plus adapté peut se casser s'il n'est pas utilisé correctement. Plusieurs raisons peuvent expliquer cette défaillance :
- Utilisation du mauvais foret pour le matériau à percer : Chaque matériau nécessite un type de foret spécifique.
- Pièce à usiner et foret insuffisamment serrés : Un manque de stabilité peut entraîner des contraintes excessives sur le foret.
- Mauvaise évacuation des copeaux : L'accumulation de copeaux peut provoquer une surchauffe et une augmentation de la friction.
- Vitesse de coupe et vitesse d'avance mal réglées : Des paramètres inadéquats peuvent entraîner une charge excessive sur le foret.
- Mauvaise qualité du foret : L'utilisation de forets de faible qualité peut compromettre leur résistance et leur durabilité.
- Diamètre du foret hélicoïdal inapproprié : L'utilisation d'un foret trop petit ou trop grand pour la tâche peut être problématique.
- Absence de refroidissement : Le manque de lubrification et de refroidissement peut entraîner une surchauffe et une usure prématurée.
- Utilisation du foret dans une perceuse portative au lieu d'une perceuse à colonne : Les perceuses à colonne offrent généralement une meilleure stabilité et un meilleur contrôle, réduisant le risque de rupture.
En prêtant attention à ces aspects, vous prolongerez la durée de vie de vos forets et assurerez un travail plus efficace et sécurisé.
Les forets hélicoïdaux en carbure monobloc sont des outils de coupe performants pour la création de trous circulaires dans les pièces. Des tiges en carbure de haute qualité sont utilisées pour leur fabrication.
tags: #foret #helicoidal #pour #jardinage