Le bulbe de quille est un élément fondamental dans la conception et la stabilité d'un voilier, agissant comme un contrepoids essentiel pour contrer les forces du vent dans les voiles. Sans cette masse immergée, le bateau se retournerait, ce qui souligne son rôle vital pour la sécurité et la performance en mer. Bien que constituant un frein pour le bateau en raison de sa masse immergée, son design et son matériau sont optimisés pour minimiser cet impact tout en maximisant l'efficacité.
Le Rôle Indispensable du Bulbe de Quille
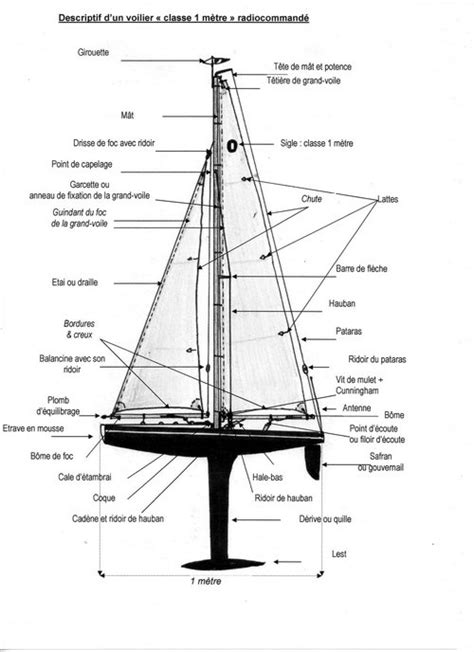
Accroché plusieurs mètres sous la coque au bout du voile de quille, le bulbe a pour but de contrer l'effet du vent dans les voiles qui fait gîter le bateau. Concrètement, sans le bulbe, le bateau se retournerait. Cette masse, bien qu'étant un frein pour le bateau car immergée, est absolument nécessaire pour assurer la stabilité du voilier. Quand le vent n’est pas perpendiculaire à l’axe du voilier, son action induit une dérive préjudiciable au cap. Pour limiter cette dérive, les voiliers sont dotés d’un plan anti-dérive, dont le bulbe de quille est une composante majeure.
Choix des Matériaux pour le Bulbe
Le choix du matériau est dicté par la nécessité d'une densité maximale pour un volume minimal. Le plomb est le matériau le plus dense autorisé dans des catégories comme les Minis 6,50 et les IMOCA. Il permet d'obtenir la masse nécessaire pour que le bateau reste à l'endroit, avec le plus faible volume possible. La température de fusion du plomb est de 327,5 °C. Pour durcir le mélange, de l'antimoine est ajouté, un métal qui fond à 630,6 °C. L'utilisation d'un autre matériau plus lourd que le plomb est souvent interdite par les jauges de course.
Évolution de la Conception des Quilles
L'image d'illustration de cet article peut montrer deux conceptions très différentes du design et de l'efficacité d'une quille. À l’époque de la marine à voile, comme on le voit très bien sur une coupe de la frégate Hermione, la quille était peu profonde. En d’autres termes, le bras de levier de la quille était alors très faible.
Sur les navires réalisés en fibre de verre, on a d’abord conçu des quilles longues et relativement peu profondes. Elles étaient majoritairement réalisées en fibre de verre, creuses, pour recevoir un ballast (lest) chargé par l’intérieur. Des renforts transversaux, les varangues, reprenaient les efforts de la quille sur la coque. Seuls de rares chantiers procèdent encore en stratifiant les varangues sur la coque.
C’est précisément ce qui donne de longues quilles -qui éloignent le ballast de leur centre de gravité- aux IMOCA. Le bulbe de quille d'un IMOCA se situe tout en bas du voile de quille, à 4,50 m sous la surface. En effet, la jauge impose un tirant d'eau de 4,50 mètres maximum, ce que tous les architectes exploitent à fond dans le dessin de leur voilier. Actuellement sur les IMOCA, leurs formes varient surtout en fonction du poids désiré. Cette ogive, plate sur le fond pour mettre un maximum de poids au plus bas, est arrondie sur les côtés en se terminant à plat sur l'arrière, pour une recherche de la meilleure hydrodynamique.
Processus de Fabrication d'un Bulbe de Quille en Plomb
La fabrication d'un bulbe de quille en plomb est une opération complexe qui implique plusieurs étapes précises, nécessitant un savoir-faire spécialisé. L'une des pièces les plus importantes du bateau, le bulbe en plomb de la quille, est fabriquée pour permettre à l'Epure 5.75 de rester à l'endroit tout en essayant de ne pas trop le freiner.
1. Fabrication de la Forme Modèle
Tout commence par la fabrication d'une forme modèle destinée ensuite à la réalisation d'un moule. Sur l'Epure 5.75, la forme du bulbe est assez spécifique : elle est allongée et de section constante sur la hauteur pour conserver un encombrement compact qui permettra à la quille de se rétracter dans un puits. Dans l'idée, il s'agit un peu du même type de quille que ce qui se fait sur les derniers Pogo à quille relevable du chantier Structure.
La fabrication de la forme modèle débute donc par la découpe de tranches en agglo de type médium. Ces tranches sont ensuite collées. Le tout est poncé, enduit et re-poncé jusqu'à obtenir une forme bien lisse.
2. Réalisation du Moule
En parallèle, commence la fabrication du moule avec, pour commencer, le coffrage. Il est en fait constitué de 2 demi-coquilles boulonnées ensemble car la forme du bulbe impose de faire un moule en 2 parties ; sinon, il ne serait pas démoulable ! La forme modèle est ensuite positionnée précisément sur le premier demi-moule avant la coulée du plâtre, le matériau choisi pour le moule. Les 2 demi-moules en plâtre sont ainsi obtenus.
Après un séchage de deux mois, les surfaces du plan de joint entre les deux éléments sont surfacées pour garantir un bon contact sans fuite. Le moule peut alors être définitivement assemblé.
3. Préparation pour la Coulée
Avant la coulée, il reste à mettre en place les 4 tirants M12 qui seront scellés dans le plomb et qui serviront à la fixation du bulbe sur une pièce inox structurelle noyée dans la dérive. Des écrous et rondelles sont montés en bas des tiges pour être sûr qu'elles ne puissent pas remonter ultérieurement.
4. La Coulée en Fonderie
Maintenant que le moule est prêt, direction la fonderie NAVYLEST dans la banlieue de St-Etienne ; c'est là que va être coulé le bulbe… juste à côté de celui destiné au futur Pogo 30, dans sa version quille fixe !
Le plomb est mis en fusion dans une cuve en acier munie de 2 gros brûleurs jusqu'à ce qu'il atteigne une température de 380°C. Toute la cuve est ensuite levée avec un pont roulant puis positionnée en l'air pour placer le tuyau de sortie au-dessus du moule.
Le plomb est coulé jusqu'à dépasser d'environ 5mm au-dessus de la surface, et les surplus sont retirés au chalumeau et avec une spatule. Comme le plomb se rétracte beaucoup au séchage, il faut, après une dizaine de minutes, venir en rajouter à la louche. Le tout est refusionné au chalumeau, les impuretés sont retirées et la surface est travaillée pour être bien lisse. Toutes ces opérations réclament un vrai savoir-faire pour être bien réussies, c'est un métier.
Démoulage demi-bulbe de quille en plomb - Sail in Solidarity
5. Démoulage et Finition
De retour au garage, le plomb est toujours chaud après deux heures de route sur une remorque sous la neige ! Le plâtre est assez marqué par les passages du chalumeau mais le moule a tenu et sans fuite. Enfin, le démoulage. L'état de surface demandera pas mal de finition car il y a beaucoup d'aspérités en relief, certainement à cause du moule. Le plomb se travaillant assez bien, on obtient ensuite assez vite un meilleur rendu à l'aide d'une meuleuse… il restera encore simplement à enduire les aspérités en creux. La suite bientôt avec la fabrication de la dérive.
Entretien et Remplacement des Quilles
Vous avez talonné un peu brutalement ? Votre lest en fonte ou plomb est attaqué par la corrosion et accuse le poids des années ? Bref, vous avez un souci avec la quille de votre voilier ? Il est crucial de consulter des professionnels pour offrir une nouvelle jeunesse à votre voilier en changeant sa quille.
En tant que spécialiste de la fabrication de quilles de voiliers, des demandes régulières concernent des voiliers dont la tête de quille est endommagée, comme pour un voilier Delher 36 Sonata. Lorsque les plans ne sont pas disponibles, l’ancienne pièce du voile de quille est scannée et numérisée. Les fichiers sont traités pour passage dans un centre d’usinage à commande numérique. La pièce est coulée en fonderie, traitée anti-corrosion et livrée au chantier naval prête à être assemblée.