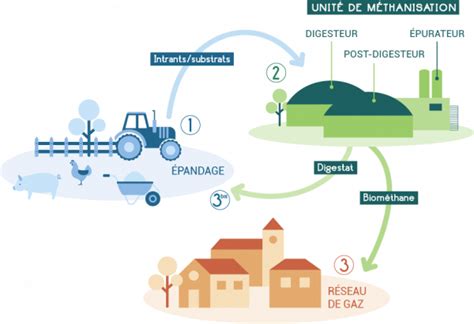
Le concept de déchet est défini dans la loi 22/2011 sur les déchets et les terrains contaminés comme "toute substance ou objet dont le détenteur se débarrasse ou dont il a l'intention ou l'obligation de se débarrasser". Les déchets agricoles et d'élevage constituent l'un des problèmes environnementaux les plus graves des communautés modernes, le lisier et le fumier étant l'un des plus problématiques dans les zones rurales et agro-industrielles. Actuellement, la consommation d'engrais est en constante augmentation, tout en générant une quantité considérable de déchets, dont beaucoup contiennent une quantité importante de nutriments (N/P/K). Les fermes d'élevage, les fermes laitières et les fermes avicoles produisent une énorme quantité d'eaux usées contenant de grandes quantités de déchets organiques. La méthanisation est une méthode de production d’énergie renouvelable (biogaz) et du digestat (engrais naturel) à partir de ressources principalement agricoles (lisier, effluents d’élevage, déchets verts).
Les fondements biologiques de la digestion anaérobie en milieu contrôlé
Au cours de la digestion anaérobie, le contenu organique des substrats est dégradé en l'absence d'oxygène et le biogaz (composé principalement de méthane CH4 et de dioxyde de carbone CO2) et le digestat (matériau restant après la digestion des substrats) sont générés en tant que produits finaux. Cette dégradation est un processus biologique composé de plusieurs étapes réalisées par différentes communautés de micro-organismes : hydrolyse, acidogénèse, acétogénèse et méthanogénèse. Au cours de l'hydrolyse, les micro-organismes excrètent des enzymes pour dégrader des composés complexes (protéines, glucides et lipides) en leurs composants les plus simples (acides aminés, sucres et acides gras).
Au cours de l'acidogenèse, la dégradation se poursuit et génère des acides gras volatils (AGV), notamment de l'acide acétique, des alcools, de l'hydrogène H2, du dioxyde de carbone CO₂ et la transformation de l'azote en ammonium NH4+. Au cours de l'acétogenèse, une autre communauté de micro-organismes digère ces produits en produisant davantage d'acide acétique, d'hydrogène et de dioxyde de carbone. Enfin, au cours de la méthanogénèse, les bactéries méthanogènes convertissent l'acide acétique, l'hydrogène, le dioxyde de carbone et les produits restants en méthane CH4 et en dioxyde de carbone CO2 pour former du biogaz. Toutes ces étapes aboutissent également à la formation de nouveaux matériaux cellulaires, générant ainsi un excès de boues.
CH4-Biogaz Techniques et process de méthanisation
Paramètres techniques et optimisation des substrats d'élevage
Il est important de connaître le potentiel théorique de production de biogaz des substrats les plus couramment utilisés dans l'industrie de l'agriculture et de l'élevage pour les installations de biodigestion. Cela permettra de sélectionner les différents substrats qui peuvent compléter le fumier et d'établir un calcul prédictif de la production de biogaz attendue. Les substrats de codigestion doivent être soigneusement sélectionnés pour favoriser la production de biogaz et la composition du méthane tout en évitant les inhibitions. Parmi tous les substrats d'origine animale collectés, le lisier de porc mérite une attention particulière. Il s'agit d'un excellent substrat pour la digestion anaérobie, car il possède un pouvoir tampon élevé et une forte teneur en nutriments.
Cependant, la monodigestion du lisier de porc présente des inconvénients tels que : de faibles rendements en biogaz (production de 10 à 30 Nm3/tonne avec une teneur en méthane comprise entre 60 et 80 %), principalement en raison de son faible rapport C/N de 3 à 15 et de sa forte teneur en humidité (90 %). En outre, la forte concentration d'ammonium pourrait entraîner une toxicité et donc inhiber le processus. Par conséquent, la meilleure option pour la digestion anaérobie du lisier de porc est la co-digestion. Les cosubstrats appropriés à combiner avec le lisier doivent être riches en carbone et avoir une teneur très élevée en matière organique biodégradable. Les cosubstrats indiqués ont un rapport C/N élevé, un faible pouvoir tampon et peuvent produire des concentrations élevées d'AGV. Une stratégie pour augmenter la production de biogaz à partir du lisier et pour surmonter le problème de la teneur élevée en eau consiste à séparer la fraction solide (où tous les nutriments sont retenus) de la fraction liquide avant la biodigestion.
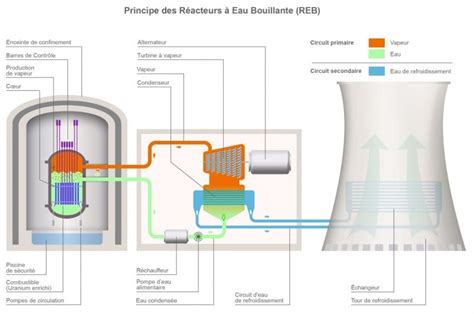
Conception et exploitation des réacteurs techniques
Une fois que le(s) substrat(s), leurs caractéristiques et les conditions de fonctionnement appropriées sont connus, le type de réacteur doit être sélectionné. Tous les réacteurs ne peuvent pas traiter les mêmes substrats et ne fonctionnent pas de la même manière ; le choix du réacteur doit donc être adapté aux substrats et aux conditions, et non l'inverse. Il existe quatre principaux types de réacteurs pour la digestion anaérobie du lisier, du fumier et des co-substrats provenant de l'industrie agroalimentaire : lagune couverte, piston à écoulement, mélange complet et UASB.
Le réacteur de type "Piston-flow" se présente comme un réservoir allongé et étroit, pouvant être construit comme une construction civile souterraine ou comme un réacteur externe, l'agitation est mécanique et le substrat se déplace dans le sens de la marche. Le digestat est poussé par le substrat frais introduit à l'extrémité d'alimentation. Le "Mélange complet" peut être construit sous le sol en tant que travaux de génie civil ou avec l'installation d'un réservoir, tous deux avec une couverture de collecte du biogaz. Enfin, l'UASB (upflow anaerobic sludge blanket reactor) est un réacteur anaérobie à flux ascendant. Il s'agit d'une technologie de haute performance, construite comme un réservoir cylindrique qui combine dans sa structure la chambre de digestion, le décanteur et le système de collecte du biogaz, fonctionnant avec de la biomasse granulée de haute efficacité et résistance.
Le maintien des conditions de vie favorables pour la biomasse est crucial. Le pH est essentiel pour le bon fonctionnement et la stabilité du système. Le pH doit être maintenu entre 6,5 et 7,5. La croissance des micro-organismes méthanogènes est très sensible au pH et diminue considérablement en dessous de 6,6. Une diminution du pH est une indication de l'accumulation d'AGV et des mesures appropriées doivent donc être prises, par exemple l'arrêt de l'introduction de biomasse ou la diminution de la charge de biomasse. De même, le maintien du rapport C/N entre 20 et 30 garantit un fonctionnement optimal du système anaérobie. Un rapport C/N inférieur à 20 peut entraîner une production excessive d'ammoniac, ce qui nuit à la production de méthane.
Gestion des risques et maintenance des installations
Une instabilité dans le processus peut être détectée par une baisse de la production de biogaz ou une diminution de la qualité du biogaz (teneur en méthane). Plusieurs types de surcharges peuvent compromettre l'installation. La surcharge hydraulique se produit lorsque le TRH (temps de rétention hydraulique) du réacteur passe en dessous du minimum prévu, ce qui produit un effet d'entraînement des micro-organismes à croissance lente, tels que les méthanogènes. La surcharge organique se produit lorsque la DCO (demande chimique en oxygène) ou la VS (solides volatils) est introduite dans le réacteur à des taux qui dépassent la capacité de conversion du méthane des micro-organismes.
Le stress thermique est également un facteur de risque majeur. Il se produit lorsque la température dans le réacteur change soudainement et que ce changement est maintenu pendant une longue période. Il peut être la conséquence d'une défaillance du système de chauffage ou du fait que le substrat alimenté était à une température très différente de la température de conception du réacteur. Il convient d'accorder une attention particulière au système de chauffage dans les zones où les températures sont extrêmes, en particulier en hiver. Enfin, la surcharge toxique se produit lorsque des éléments ou des composés chimiques tels que les sulfures, les AGV, les métaux lourds, le calcium, le sodium, le potassium, l'oxygène dissous, l'ammoniac ou les composés organiques chlorés sont introduits.
Traitement du biogaz et valorisation énergétique
Le biogaz doit subir un processus d'épuration avant de pouvoir être utilisé et valorisé. Ces systèmes d'épuration du biogaz permettent d'éliminer le sulfure d'hydrogène H2S, la vapeur d'eau, le CO₂ et de le comprimer, de le stocker ou de l'utiliser directement. Le biogaz est envoyé à la centrale de cogénération pour être transformé en électricité et en chaleur. Les systèmes de biogaz permettent de produire de l'"énergie répartissable", c'est-à-dire de l'énergie qui est générée lorsqu'elle est nécessaire ou lorsqu'il y a un pic dans la valeur de l'énergie. Cette "puissance de pointe" a une valeur monétaire élevée lorsque l'énergie est en période de forte demande. Un stockage bien planifié du biogaz permet d'utiliser ces périodes pour augmenter les bénéfices tirés de la vente d'énergie.
Le biométhane constitue une production d’énergie renouvelable locale et non intermittente. Utilisant les mêmes infrastructures de transport et distribution que le gaz naturel, il est également stockable grâce aux larges capacités de stockage du réseau gazier. Le biométhane injecté dans les réseaux est rigoureusement le même que le gaz naturel. On retrouve ainsi dans les réseaux de gaz un « mélange » de gaz vert et de gaz naturel et il n’est plus possible de les distinguer physiquement. La garantie d’origine (GO) est émise au moment de l’injection dans le réseau. Ces GO sont des attestations électroniques qui contiennent un certain nombre d‘informations afin d’assurer la complète transparence de la traçabilité de cette énergie verte.
Transformation du digestat en fertilisants de haute qualité
Grâce à ce processus, le fumier et le lisier sont transformés en un produit final stabilisé et facile à manipuler appelé "digestat", qui possède d'excellentes propriétés en tant qu'engrais. Le digestat présente un degré plus élevé de minéralisation, transformant l'azote et le phosphore organiques en minéraux après la fermentation. Cela le rend assimilable comme un engrais minéral. L'ammonium est fixé dans le sol et est facilement absorbé par les plantes. En outre, la digestion anaérobie ne modifie pas le rapport N/P, elle n'affecte que la forme de N disponible. Comme il s'agit d'un produit plus homogène dans son apport en nutriments, le digestat permet une distribution plus uniforme des nutriments dans le sol et à proximité des racines des plantes.
La séparation des fractions de digestat par séparation solide-liquide (centrifugeuse, presse à vis, filtre-presse) permet d'obtenir :
- Une phase liquide : utilisation directe comme engrais dans le champ ou fabrication d'engrais concentré au moyen de traitements avancés (membranes d'ultrafiltration et d'osmose inverse, stripping et/ou évaporation).
- Une phase solide : engrais solide à forte teneur en nutriments NPK, compost, remèdes pour le sol ou litière pour le bétail.
D'autre part, la production d'engrais liquides riches en ammonium peut être réalisée grâce à un processus d'adsorption-désorption avec des zéolithes et des contacteurs de membranes. Les engrais complexes NPK ainsi produits sont appliqués pour équilibrer et renforcer la teneur du sol en éléments nutritifs, en tenant compte des besoins de la culture à venir et du rendement attendu.

Hygiénisation et traitement des boues à la chaux vive
Il est important de noter que les boues provenant du traitement des eaux usées peuvent contenir des germes pathogènes et des parasites dangereux pour les humains, tels que la salmonelle, Escherichia coli, l'ascaride, etc. Des études ont montré que l'ajout de chaux vive à ces boues élimine les agents pathogènes. L'ajout de chaux aux boues réduit les odeurs et le niveau d'agents pathogènes en créant un pH élevé hostile à l'activité biologique. Les gaz émis lors de la décomposition anaérobie de la matière organique contiennent de l'azote et du soufre et sont la principale source de mauvaises odeurs de boues. Lorsque de la chaux est ajoutée, les micro-organismes impliqués dans la décomposition sont fortement inhibés ou détruits dans ce milieu fortement alcalin.
Pendant le processus de traitement des boues à la chaux vive, il est nécessaire de maintenir le pH au-dessus de 12 pendant un minimum de 2 heures pour assurer la destruction des agents pathogènes et fournir suffisamment d'alcalinité résiduelle pour que le pH ne descende pas en dessous de 11. La quantité de chaux nécessaire pour stabiliser les boues est déterminée par la durée de celles-ci, leur composition chimique et la concentration en solides, variant généralement de 6 % à 51 %. Cette méthode de traitement des boues est moins coûteuse que d'autres méthodes, constitue également un moyen efficace et sûr d'éliminer définitivement les boues, en évitant les risques pour la santé humaine et les dommages environnementaux. Une fois les boues traitées et stabilisées, elles peuvent être déversées en toute sécurité.
Résistance des infrastructures : l'importance du béton technique
La construction des bâtiments techniques de méthanisation exige des matériaux capables de résister à des environnements extrêmement agressifs. Compte tenu de sa résistance aux agressions chimiques, un béton de classe de résistance C 40/50 (classe d’exposition XA3) est utilisé pour les cuves de réception du lisier, les digesteurs et les cuves de traitement de l’eau. Les trémies d’alimentation de fumier ainsi que le bâtiment de stockage de l’engrais sont en béton de classe de résistance C 35/45 (classe d’exposition XA2). Ce type d’ouvrage se caractérise par des effluents particulièrement agressifs qui sollicitent fortement le béton du point de vue mécanique et chimique.
La "pierre liquide" doit donc avoir une classe de résistance élevée, avec une forte teneur en adjuvants pour favoriser sa plasticité et sa compacité. Outre le choix d’un ciment adapté, il faut également veiller à ce que le rapport eau sur ciment soit des plus réduits. S’adapter précisément aux objectifs de résistance vis-à-vis des agressions chimiques et des sollicitations mécaniques est une phase complexe. Par exemple, à l'unité de Méthalandes, le béton clair reste apparent sur les cuves de traitement de l’eau, témoignant de la qualité de mise en œuvre nécessaire pour assurer l'étanchéité et la durabilité de l'installation sur le long terme.
CH4-Biogaz Techniques et process de méthanisation
Étude de cas : L'unité de méthanisation Méthalandes
Depuis le printemps 2015, l’unité de méthanisation Méthalandes transforme des déchets organiques en engrais et en énergie. L’installation s’élève sur un terrain communal acheté par Méthalandes de 3,8 hectares dans une zone industrielle d’Hagetmau. Méthalandes va ainsi traiter 153 000 tonnes d’effluents (100 000 t de lisier de canard, 36 000 t de fumier bovin et fientes et 17 000 t de sous-produits de l’industrie agroalimentaire) par an. La chaleur issue des groupes électrogènes va produire 12 000 t de digestat sec revendu aux éleveurs. Servant à l’amendement organique comme les engrais chimiques et doté des mêmes propriétés nutritives que les fumiers d’épandage, il présente trois avantages majeurs : il est naturel, inodore et plus simple à épandre.
L'unité présente quatre zones distinctes : la réception des matières entrantes et leur préparation ; l’unité de méthanisation avec les deux circuits de digesteurs ; l’unité de cogénération, séchage et transformation du digestat en granulats ; et un silo de stockage des engrais organiques (8 000 m3). Pour éviter toute déperdition de matière et donc tout risque d’odeur, les déchargements sont effectués depuis les camions dans les trémies du bâtiment de réception au moyen d’un tuyau qui déverse le contenu dans trois cuves en dépression. Quant aux émanations, elles sont contrôlées et traitées par une colonne de lavage et un biofiltre sans aucun dégagement vers l’extérieur. Les déchets sont ensuite acheminés dans les digesteurs où ils vont passer 26 jours à 43 °C.
Enjeux environnementaux et lutte contre l'effet de serre
Comment un procédé qui produit du méthane peut-il être considéré comme énergie renouvelable alors que le méthane est un gaz à puissant effet de serre ? Le méthane provoque un effet de serre bien supérieur au CO2. Or, les matières utilisées dans un méthaniseur sont principalement des fumiers, lisiers et déchets. En réalité, un méthaniseur n’est ni plus ni moins qu’une bulle permettant de capter ces gaz et de les utiliser pour se chauffer. La méthanisation permet de capter tous les gaz à effets de serre des fumiers, lisiers et autres matières fermentescibles, qui se seraient simplement échappés dans l’air autrement. Elle permet d’éviter l’émission de nombreux gaz à effet de serre et d’en tirer une énergie.
La loi Energie Climat fixe comme objectif d’atteindre la neutralité carbone en 2050. Cela implique de diviser par 6 les émissions de gaz à effet de serre par rapport à 1990. La programmation pluriannuelle de l’énergie (PPE) est la déclinaison opérationnelle de cette loi. Dans cette perspective, la France a instauré le plan Énergie Méthanisation Autonomie Azote (EMAA) qui vise à valoriser l’azote organique des effluents d’élevage tout en diminuant la dépendance de l’agriculture française à l’azote minéral. Il s’agit d’encourager un « modèle français » de méthanisation agricole collective dans une logique d’ancrage territorial pour apporter un complément de revenus aux exploitations.
Dynamique territoriale et économie circulaire
Rentabiliser la méthanisation à cette échelle industrielle est un cas concret d’économie circulaire où ces déchets nés de l’activité humaine sont régénérés pour retourner à la terre et l’enrichir. Le procédé est avantageux pour les économies locales puisque les collectivités tirent bénéfice d’une création d’emplois non délocalisables. À Hagetmau, 130 éleveurs des environs ont signé des contrats d’apport pour une durée de 15 ans. Une entreprise sous-traitante vient récupérer le lisier qu’elle transporte à l’unité de méthanisation, pourvue d’un système de réception en dépression pour éviter toute déperdition de matière pendant le transfert et assurer l’étanchéité des exhalaisons.
Les éleveurs ne disposent pas toujours du temps et de l’espace nécessaires au traitement d’une telle production d’effluents et doivent souvent faire appel à des structures spécialisées coûteuses. La méthanisation collective résout pour eux des contraintes spatiales lourdes, libérant du foncier et du temps pour se consacrer à leur exploitation. De plus, la production d’un engrais organique sec et inodore revendu sous forme de granulats offre une solution écologique innovante pour éliminer les nuisances olfactives tout en assurant une conduite raisonnée des productions en préservant la fertilité et le taux de matière organique des sols. Outre ces produits "tangibles", il existe également la possibilité d'obtenir une revalorisation sous la forme de crédits CO₂.
Perspectives et mécanismes de soutien à la filière
Depuis le début de la création de cette filière énergétique, les Chambres d’agriculture ont su acquérir et renforcer leur expérience et suivre toutes les évolutions technologiques. Elles accompagnent des projets sur différentes étapes, de l'émergence jusqu'au suivi des unités existantes. Avec 283 sites de production au 1er Août 2021 et une capacité annuelle d’injection de 5,1 TWh, le développement français du biométhane affiche une belle dynamique. Pour soutenir ce développement, l’État a mis en place dès 2011 un tarif d’achat pour l’injection de biométhane dans les réseaux de gaz.
De nouveaux mécanismes sont à l'étude, comme Méthaneuf. L’investissement consisterait à préfinancer 15 ans de consommations normatives de biométhane, calculées d’après l’étude thermique d'un bâtiment. Cette somme serait versée à un organisme territorial qui l’utiliserait pour le financement des unités de méthanisation locale. Le contrôle de la conformité réglementaire peut ainsi être réalisé à la livraison du bâtiment. Le pourcentage de la consommation couverte par le biométhane peut être fixé de sorte à respecter les exigences carbones de la RE 2020, voire être plus ambitieux. Cela confirme que la digestion anaérobie du fumier et du lisier est un processus simple et robuste qui, bien que technique, offre des bénéfices économiques et environnementaux majeurs pour les décennies à venir.