
L'impression 3D a révolutionné la fabrication, offrant des possibilités autrefois inimaginables. Parmi les prouesses les plus impressionnantes de cette technologie figure la création de pièces avec des parties mobiles, imprimées en une seule fois. Cette approche, souvent source d'étonnement pour les néophytes, repose sur une compréhension approfondie des jeux et tolérances, ainsi que sur le choix judicieux de la technologie d'impression et des matériaux. L'objectif de cet article est d'explorer en détail les mécanismes et les considérations nécessaires pour maîtriser l'impression 3D d'assemblages intégrés et de pièces articulées, transformant une idée complexe en une réalité tangible.
Les bases des pièces articulées imprimées en 3D
L'impression de pièces avec des parties mobiles d'une seule traite est un défi stimulant mais gratifiant. Le principe fondamental réside dans la conception de joints et d'assemblages qui peuvent se mouvoir librement une fois l'impression terminée, sans nécessiter d'assemblage post-impression. Ces pièces, souvent perçues comme magiques, sont le fruit d'une ingénierie minutieuse où chaque dixième de millimètre compte. Par exemple, pour des boîtes avec un couvercle coulissant, il est courant de prévoir 0.2mm de jeu de chaque côté à gauche et à droite (soit 0.4mm au total), et 0.2mm verticalement pour la glissière. Ces valeurs sont souvent déterminées expérimentalement, car des jeux insuffisants peuvent entraîner des blocages.
L'intuition suggère que des jeux plus modestes pourraient suffire pour des pièces directement articulées ou assemblées, comparativement à des pièces qui s'emboîtent. Si l'assemblage est déjà en place lors de la conception, la nécessité d'un jeu plus important pourrait être réduite. Cependant, la matière utilisée et la précision de l'imprimante jouent un rôle crucial dans le succès de l'opération.
Assemblage de pièces imprimées en 3D | Conception pour l'impression 3D en série
Joints emboîtés et pièces encliquetables : deux approches complémentaires
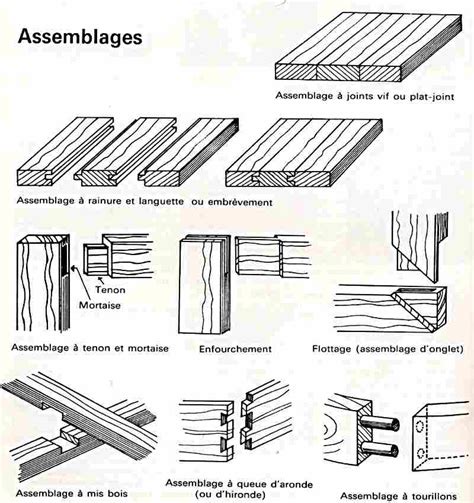
Deux types principaux de joints sont fréquemment utilisés pour les assemblages imprimés en 3D : les joints emboîtés et les pièces encliquetables. Les joints emboîtés reposent sur la force de friction entre deux composants. Ils comportent une saillie et un espace négatif correspondant dans lequel cette saillie peut s'emboîter. La connexion reste stable grâce au frottement et à la forme de ces deux pièces, empêchant ainsi tout démontage dans une direction donnée, tout en restant possible dans d'autres directions sous l'effet d'une force. Cette méthode diffère des techniques traditionnelles, telles que les maisons à colombages, où deux grandes pièces de bois sont biseautées et assemblées à l'aide de chevilles ou de tenons. L'impression 3D permet de créer ces assemblages directement en place, sans passer par des étapes de fabrication séparées.
À l'inverse, les pièces encliquetables sont conçues pour se déformer légèrement lorsque l'autre composant est poussé au-delà de son surplomb, puis pour s'assembler par encliquetage dans sa position d'origine, bloquant ainsi efficacement le composant à assembler. Ces types de joints présentent de nombreux avantages, notamment pour la conception de produits de grande taille ou d'assemblages complexes. L'un des principaux bénéfices est la possibilité de fabriquer des caractéristiques de pièces emboîtées qui ne peuvent être réalisées d'aucune autre manière. Dans certains assemblages emboîtés, les renfoncements dans lesquels s'engagent une saillie, une languette ou une nervure ne peuvent pas être réalisés par des procédés d'usinage ou de moulage traditionnels. Dans de tels cas, l'impression 3D devient la seule option viable.
Types de languettes pour l'impression 3D d'assemblages
Parmi les types de languettes couramment utilisés, on trouve les languettes en "T", les languettes en "I" ou les languettes en "I" à ailettes ou à onglets. Ces conceptions sont idéales pour l'impression 3D de projets amateurs, d'assemblages de type puzzle ou pour le prototypage de produits de consommation. Le joint simple est souvent le plus populaire à créer et à extruder dans les logiciels de CAO. Il est particulièrement adapté aux pièces imprimées en 3D par SLA (stéréolithographie) qui présentent des arêtes vives et des surfaces lisses.
Cependant, certaines considérations sont importantes. Plus le nombre de pièces est élevé, plus le risque de variation des tolérances entre les surfaces est important. Les bords minces des languettes de type "peigne" sont susceptibles de se casser, ce qui n'est pas idéal pour une application d'impression 3D robuste. Sur certaines imprimantes d'entrée de gamme, comme les modèles FDM (Fused Deposition Modeling), un effet d'escalier ou de lignes de couche pourrait rendre difficiles des assemblages de tenons parfaitement ronds. Un post-traitement est souvent nécessaire pour chaque type de technologie afin d'obtenir le résultat souhaité.
L'importance cruciale du tolérancement
L'un des principaux facteurs de l'impression 3D de pièces imbriquées est le tolérancement, c'est-à-dire les variations autorisées dans une dimension donnée. Pour les pièces emboîtées moulées par injection, les tolérances sont généralement de l'ordre de 0,1 mm. Dans le cas de l'impression 3D, d'autres facteurs entrent en jeu. La chaleur utilisée pour extruder, polymériser ou fritter le plastique peut entraîner une contraction du joint emboîté, ou un agent liant peut ajouter du volume, entraînant des dimensions plus importantes que prévu. Ces phénomènes peuvent avoir un impact significatif sur la fonctionnalité de l'assemblage.
La chose la plus importante à garder à l'esprit lors de la conception d'assemblages emboîtés imprimés en 3D est le maintien de jeux précis. Le jeu d'un joint est l'espace entre les deux éléments de ce joint. Un assemblage emboîté imprimé en 3D correctement conçu aura un jeu suffisant, de sorte qu'il puisse s'assembler facilement sans trop de force, tout en n'étant pas non plus trop lâche, ce qui le rendrait inutilisable. Le jeu entre les deux composants doit tenir compte des tolérances de l'imprimante et du matériau. Ainsi, le jeu d'un assemblage emboîté imprimé en 3D FDM doit être plus important que celui d'un assemblage imprimé en 3D SLA ou SLS, car l'imprimante 3D FDM présente une plus grande variabilité dimensionnelle.
Pour les pièces plus grandes et plus volumineuses, une tolérance plus élevée, de l'ordre de 0,4 mm, est souvent nécessaire. Pour les pièces plus petites et plus fines, un écart de tolérance de 0,2 mm peut être utilisé lors de la conception d'assemblages multi-pièces avec des pièces emboîtées. Ces chiffres sont des points de départ, et l'expérimentation reste essentielle pour affiner les paramètres spécifiques à chaque projet et imprimante.
Influence de la matière et de la précision de l'imprimante
La réussite de l'impression 3D de pièces mobiles dépend fortement du choix du matériau et de la précision de l'imprimante. Les technologies SLS (Selective Laser Sintering) et SLA sont généralement les meilleures pour l'impression 3D de pièces emboîtées. Les imprimantes SLA, telles que la Form 4 et la Form 4L, offrent une vaste gamme de propriétés des matériaux, allant d'élastomères très souples et flexibles comme l'Elastic 50A Resin ou le Silicone 40A Resin, aux options extrêmement rigides comme le Rigid 10K Resin ou le High Temp Resin. Ces matériaux permettent de créer des arêtes vives et des surfaces lisses, idéales pour les joints précis.
Les imprimantes 3D SLS, comme la série Fuse de Formlabs, ont l'avantage d'utiliser des plastiques standards du secteur, tels que le nylon et le TPU (polyuréthane thermoplastique). Ces matériaux, notamment le Nylon 12 Powder, sont excellents pour des pièces emboîtées imprimées en une fois, comme le "footbag en chaînes". Bien que certaines imprimantes 3D soient capables d'imprimer des assemblages en une seule pièce, elles offrent des avantages considérables par rapport au moulage par injection de deux pièces distinctes qui sont ensuite assemblées.
Les tolérances et l'ajustement sont des concepts essentiels que les ingénieurs utilisent pour optimiser les fonctionnalités des ensembles mécaniques et les coûts de production. Ces concepts sont encore plus critiques en impression 3D où les variations dimensionnelles peuvent être plus importantes qu'avec des méthodes de fabrication traditionnelles.
Conception d'assemblages emboîtés imprimables en 3D
La conception d'éléments d'emboîtement simples pour l'impression 3D peut être assez facile une fois que vous comprenez quelques notions de base et que vous savez choisir la bonne imprimante 3D et le bon matériau pour votre projet spécifique. La principale chose à garder à l'esprit est de tenir compte de la tolérance de la technique d'impression 3D et du matériau, et de prendre en considération le type de pièce imprimée, qu'elle soit très grande et massive ou plus petite et plus fine.
Une solution potentielle pour l'impression 3D de joints emboîtés est la combinaison de plusieurs types de joints emboîtés et de caractéristiques. Par exemple, un étau imprimé en une seule pièce sur l'imprimante 3D SLS Fuse 1+ 30W avec du Nylon 12 Powder peut être combiné avec des mâchoires souples imprimées sur une Form 4 en utilisant de l'Elastic 50A Resin. Cette approche hybride permet de tirer parti des avantages de différentes technologies et matériaux.
Les forces en jeu : friction et contrainte
La friction est la force principale qui maintient un joint. En diminuant les jeux et en resserrant les tolérances, la friction augmente et l'emboîtement sera mieux maintenu. Il est important de comprendre les différents types de contraintes que les forces peuvent exercer sur le joint lui-même, au-delà de leur source d'énergie comme la gravité.
Pour concevoir un joint emboîté efficace, il est conseillé de créer un côté de votre joint et de choisir un angle pour l'entaille qui convient à votre pièce. Par exemple, un angle de 65 degrés est un bon point de départ. Il faut ensuite décaler l'entaille, avec 0,2 mm pour les petites pièces et 0,4 mm pour les grandes. Dans le cas d'assemblages multiples, comme des anneaux emboîtés, il faut sélectionner tous les anneaux et les insérer de manière à ce que les quatre anneaux s'emboîtent les uns dans les autres.
Étapes de conception et d'impression
Le processus commence par l'importation du modèle dans un logiciel comme PreForm et son redimensionnement à la taille souhaitée. Il est crucial d'importer les dimensions de l'appareil (longueur, largeur, hauteur et profondeur) et de les insérer dans l'esquisse pour visualiser les dimensions générales. Un espace pour le tolérancement doit être ajouté. Pour la Fuse 1+ 30W, une tolérance de 0,2 mm est généralement bonne pour les pièces plus fines et moins volumineuses.
Une nouvelle esquisse peut être réalisée sur la face supérieure, où un côté est créé, puis une copie miroir de l'autre côté. La création d'un assemblage emboîté à l'aide d'une simple queue d'aronde est une méthode efficace. Il est également important de déterminer si les pièces glisseront ensemble ou si elles seront collées. Dans ce dernier cas, l'utilisation de cyanoacrylate ou d'une résine époxy à deux composants est recommandée.
Au-delà de l'impression en une seule fois : assemblage de pièces imprimées 3D
Même si l'objectif principal est d'imprimer des pièces mobiles en une seule fois, il est parfois nécessaire de diviser un modèle en plusieurs parties, soit parce que la pièce est trop grande pour le volume de construction de l'imprimante, soit pour obtenir un résultat de meilleure qualité.
Division et alignement des pièces
La division d'une pièce peut également être le meilleur moyen d'obtenir un résultat de haute qualité, même si la pièce entière pourrait tenir dans une seule construction. Dans les deux cas, il est nécessaire de repasser le fichier dans un logiciel de conception afin de le découper et d'y apporter des modifications. L'outil de CAO de votre choix peut être utilisé pour diviser le modèle 3D et ajouter des assemblages de base tels que des fentes, des broches, des rainures, des évidements ou des alignements plus complexes comme des queues d'aronde et des coupes qui suivent les plis existants dans le modèle.
Dans un monde parfait, ces assemblages facilitent l'alignement et l'assemblage des pièces. Cependant, ils peuvent entraîner des problèmes lorsque les pièces sont légèrement différentes des modèles 3D et ne sont pas parfaitement alignées. La division du modèle 3D selon des lignes droites est moins exigeante en termes de conception que l'ajout d'alignements complexes.
Méthodes d'assemblage des pièces imprimées en 3D
Une fois les différentes pièces imprimées, l'étape suivante est l'assemblage. Pour les pièces les plus grandes et pour obtenir l'adhésion la plus forte, l'époxy 5-30 minutes est une excellente option. Son temps de travail plus long est utile pour ajuster la position des pièces imprimées en 3D les plus grandes, mais cela entraîne également un processus d'assemblage plus lent.
L'option suivante est le cyanoacrylate (CA, ou Super Glue), qui crée une liaison rapide et raisonnablement forte, idéale pour les pièces de petite et moyenne taille. Il est crucial de nettoyer soigneusement la pièce avant d'appliquer le cyanoacrylate, car il ne colle pas bien sur les surfaces sales.
Assemblage de pièces imprimées en 3D | Conception pour l'impression 3D en série
Post-traitement de l'objet final
Une fois l'assemblage terminé, l'étape finale est le post-traitement. Cette étape consiste en une correction géométrique de la pièce pour s'assurer qu'elle a une surface régulière et fidèle au modèle 3D original, ainsi qu'une finition esthétique pour obtenir une surface peinte cohérente.
Selon la précision de l'imprimante 3D et la taille des pièces imprimées, il est presque inévitable d'avoir de légers vides ou des incorrections aux endroits où les pièces se rencontrent. Du mastic peut être utilisé pour corriger certaines imperfections. Le ponçage est une étape essentielle pour éliminer les marques de support et toutes les imprécisions restantes du modèle. Il faut commencer par poncer soigneusement la surface à sec à l'aide d'un papier de verre de 120 ou 180 pour éliminer les plus gros défauts et égaliser les bords où les pièces se rencontrent. Une fois que la surface de la pièce est uniforme, il faut la poncer à l'eau avec un papier de verre de 320 pour éliminer toutes les lignes de couche restantes.
L'apprêt assure l'adhérence de la peinture à la surface et peut également indiquer les endroits où un ponçage supplémentaire pourrait être nécessaire. L'apprêt plastique générique en gris mat montre exceptionnellement bien les détails ; il doit être appliqué sur la surface en plusieurs couches fines pour obtenir les meilleurs résultats.
Intégration de fixations filetées dans les pièces imprimées en 3D
La création de grands objets est possible même si l'imprimante 3D n'est pas très grande. De nombreuses façons permettent de fixer des vis à des pièces imprimées en 3D, notamment des inserts, des tarauds et même des filets de vis imprimés en 3D. Les vis sont les éléments de fixation les plus utilisés pour tous les types de matériaux.
Utilisation de vis achetées en magasin avec des pièces imprimées en 3D
Il est tout à fait possible d'utiliser des vis achetées en magasin sur des pièces imprimées en 3D. Pour cela, différentes méthodes permettent d'incorporer des filets de vis directement dans la conception 3D ou d'utiliser des inserts.
Inserts de dilatation
Les inserts de dilatation sont cylindriques, légèrement coniques et moletés sur les surfaces extérieures. Pendant la phase de conception, il faut incorporer dans la pièce un bossage dont la profondeur et le diamètre correspondent aux spécifications de l'insert. La pièce est ensuite imprimée et traitée normalement, en suivant les étapes habituelles du post-traitement SLA ou SLS. Il est crucial de s'assurer qu'il ne reste pas de matériau à l'intérieur de la cavité, puis l'insert est installé d'une simple pression.
Pour les pièces imprimées en 3D SLA, un conseil est de laver la pièce normalement, d'insérer l'insert de dilatation, de placer une vis et de procéder au post-traitement de la pièce avec la vis.
Inserts filetés thermofixés
Les inserts filetés thermofixés sont conçus pour être installés dans les thermoplastiques à l'aide d'un fer à souder muni d'une pointe d'installation. Pour les placer dans une pièce thermoplastique (par exemple, une pièce imprimée avec des poudres SLS), il faut suivre les instructions d'installation. Le procédé typique consiste à utiliser un fer à souder, avec ou sans accessoire spécial, pour chauffer l'insert qui conduit alors la chaleur dans le plastique environnant. Le matériau environnant se ramollit et, en appuyant avec le fer à souder, l'insert peut être enfoncé doucement dans la pièce imprimée.
De la colle peut être utilisée pour maintenir en place un insert thermofixé dans une pièce en plastique thermodurcissable, comme par exemple une pièce imprimée avec des résines SLA. Il faut concevoir un bossage correspondant au diamètre le plus large de l'insert, et utiliser un cordon de colle cyanoacrylate (CA) ou d'époxy pour le maintenir en place une fois installé. Les inserts thermofixés offrent plus de sécurité et de résistance aux pièces SLS et SLA que les inserts de dilatation, bien qu'une étape supplémentaire de soudure ou de collage soit nécessaire. Pour la pièce 3D SLS photographiée pour cet article, le bossage est dimensionné pour un ajustement serré, conformément aux recommandations pour les plastiques thermodurcissables.
Poches pour écrous
Pour obtenir un contact métal sur métal, il est également possible de concevoir une poche ou un bossage capable de maintenir fermement un écrou dans la pièce. Des écrous hexagonaux ou carrés peuvent être utilisés, et il est même possible de placer des écrous de blocage. Il existe de nombreuses options de conception. Il faut simplement s'assurer que la poche ou le bossage est facilement accessible (c'est-à-dire qu'il ne se trouve pas sur une surface intérieure) afin de pouvoir installer l'écrou. Pour plus de sécurité, une goutte de colle cyanoacrylate (CA) peut être ajoutée pour maintenir l'écrou en place.
Vissage direct dans une pièce imprimée en 3D
Pour des raisons de rapidité et de simplicité, il peut être préférable de renoncer aux inserts et aux écrous et de visser directement dans une pièce imprimée en 3D. L'utilisation d'un taraud adapté pour le plastique est un moyen rapide et économique d'ajouter des filets de vis aux pièces imprimées en 3D. Les vis autotaraudeuses, également appelées vis de filetage, peuvent être insérées dans un élément négatif sans qu'aucune préparation de la pièce ne soit nécessaire.
Il est recommandé d'utiliser ces vis avec des matériaux ductiles ou présentant une forte élongation. Le Nylon 11 Powder ou le Nylon 12 Powder de Formlabs sont tous deux adaptés, tout comme les résines Tough et Durable de la gamme de matériaux SLA de Formlabs. Les matériaux fragiles ou à faible allongement (tels que les résines Rigid de la famille de matériaux SLA de Formlabs) peuvent se fissurer quand des vis autotaraudeuses sont utilisées.
L'ajout de formes filetées dans la pièce imprimée peut être une bonne idée, à condition de suivre certaines directives. Il faut utiliser des filetages de grande taille (au moins M6), réduire les concentrations de contraintes sur les filets et choisir des profils de filetage conçus pour les plastiques. Pour les vis plus petites, les filets doivent être adaptés pour obtenir une meilleure fixation. L'impression 3D SLA et SLS est généralement préférable à la FDM, car elle est plus précise et permet de créer des pièces avec une finition de surface plus lisse. Lorsque la pièce est préparée pour l'impression, il faut s'assurer qu'il n'y a pas de structures de support sur les surfaces filetées pour que les pièces puissent s'assembler sans problème sans avoir besoin d'un post-traitement supplémentaire.
Il existe quantité d'options pour combiner plusieurs composants imprimés en 3D avec des vis et des attaches filetées. Le choix du matériau d'impression 3D est essentiel et doit être adapté à l'application spécifique.